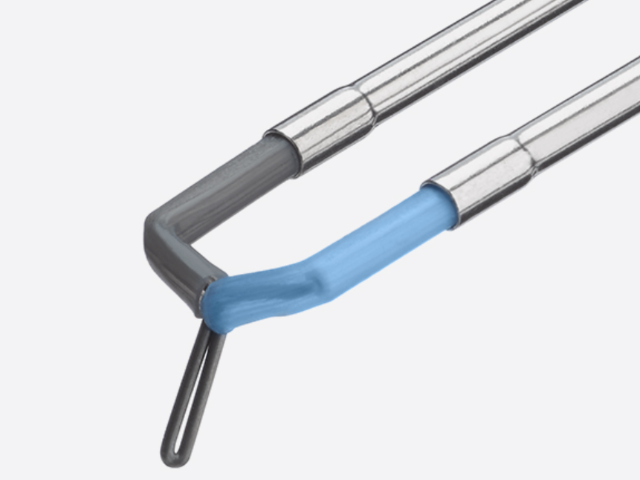
等离子手术系统的电气安全设计关系到医患双方的生命安全,是产品注册和临床使用的***红线。等离子刀手柄通常采用双极设计——工作电极(铂铱尖头处)和回路电极(杆状部或配套负极板)形成闭合回路,电流主要在两极之间流动,减少了对远端非目标组织的热损伤风险。但等离子放电本身的物理特性决定了其在局部区域的能量密度极高,若绝缘设计不当,高频电流可能沿着手柄内部的非目标通路泄漏到操作者手部或患者接触部位,造成意外灼伤。手柄内部的电气绝缘通常采用高介电强度材料(如聚醚醚酮PEEK、陶瓷或高性能硅胶),绝缘层厚度和介电强度需要满足IEC 60601-1(医用电气设备通用安全要求)中关于漏电流和介电强度的限值——对地漏电流不超过500μA(正常工作状态),外壳漏电流不超过100μA。此外,手柄连接器与主机之间的电气接口设计需要防止误连接(cross-connection)导致的系统失效。部分系统还配备了实时阻抗监测功能——当检测到手柄或电极的阻抗异常升高(提示绝缘破损或接触不良)时,系统自动切断输出并报警,这是防止电气安全事故的重要硬件保障。医用等离子电极刀铂铱电极符合医疗器材加工标准。低过敏性铂铱合金等离子电极
随着微创手术向更小切口和更窄工作通道的方向发展,内镜等离子刀电极的微型化成为重要的技术方向。传统硬性内镜的工作通道直径约2.8mm至4mm,可容纳的外径为2mm至3.5mm的等离子刀电极。但超细内镜(如神经内镜、脑室镜)的工作通道只有1mm至1.5mm,对应的等离子刀电极外径需压缩至0.8mm至1.2mm,引发了从设计到工艺的系统性挑战。首先,轴身变细后铂铱丝芯的直径也随之减小,电气阻抗上升——这需要通过优化导线接头的低阻抗连接设计来补偿。其次,轴身内通常集成了生理盐水灌注通道(用于维持消融区域的组织湿度和带走热量),超细规格下的通道截面积严重受限,流速下降影响冷却效率,需要采用更高效的冷却结构(如微型雾化冷却或改进的水流动力学通道设计)。再次,超细尖头处的机械强度是脆弱环节——手术过程中一旦尖头处意外触碰硬质组织(如骨刺、金属植入物)极易折断,需要在设计中引入应力集中规避和过度弯曲保护机制。微型化的极限受限于现有材料体系和工艺能力,但技术进步正在持续拓展这一边界。低过敏性铂铱合金等离子电极医用铂铱电极适配多种规格的医用等离子刀头。

经皮等离子椎间盘消融术(nucleoplasty/coblation)是治辽包容性椎间盘突出症和盘源性腰痛的微创治辽手段,通过等离子刀电极在髓核组织内建立多个消融通道,降低椎间盘内压力从而减轻对神经根的压迫。手术在局麻和透shi引导下进行,电极经皮穿刺进入椎间盘中心(通常从后外侧入路进入),在髓核内做2至6个消融通道,消融范围约2mm至3mm直径,每个通道消融时间约10至15秒。椎间盘消融对电极的要求有别于软组织消融——髓核组织的含水量低于软骨和肌肉,消融电阻相对较高,电极需要能够在较高阻抗负载下维持稳定的等离子放电;此外,髓核内操作空间狭小,电极尖头处需要具备足够的刚性和尖锐度以穿透纤维环进入髓核重点区域,典型的椎间盘消融电极尖头处直径约0.8mm至1.2mm,采用直针状设计以保证穿透力。椎间盘消融手术的总消融能量通常受到严格控制——过量的消融会破坏椎间盘的正常承重结构,加速椎间盘退变,反而加重症状。术后影像学随访是评估消融效果的标准手段,MRI T2加权图像上消融通道表现为低信号区域,与周围未消融的高信号髓核形成对比。
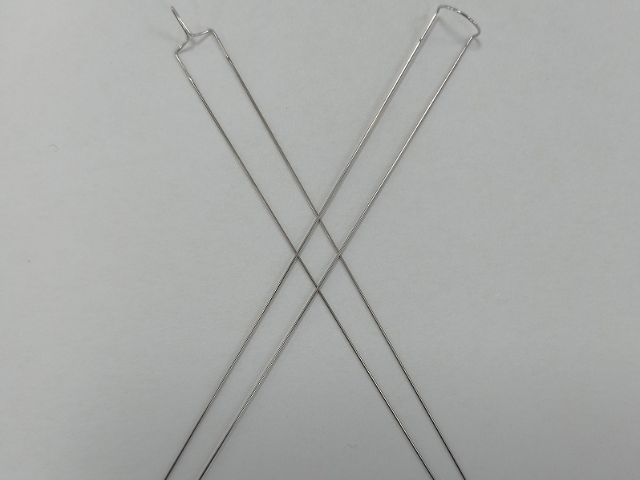
低温等离子手术在耳鼻喉科(ENT)的应用是临床中成熟的领域之一,适应证覆盖慢性鼻炎(鼻甲消融)、扁桃体和腺样体切除、喉部病变(声带息肉、会厌囊肿)处理、以及鼻窦开放等多个病种。手术原理是利用等离子刀在电极尖头处与组织之间建立等离子体薄层(通常只有50μm至100μm),带电粒子在这个极薄的鞘层中被加速获得能量,在低于蛋白质变性的温度范围(约40°C至70°C)内打断目标组织的分子键,实现组织的分解和移除——与传统电刀或激光相比,其低温特性是相对于高温器械(激光刀可达数百摄氏度)而言的,实际仍属于可控的热能消融范畴。耳鼻喉等离子手术的优势在于精确性——等离子刀可以在内镜直视下精确控制消融范围和深度,减少对周围黏膜的热损伤,术后肿胀和疼痛反应明显轻于传统手术。在鼻甲消融术中,等离子刀射频消融能够缩容鼻甲黏膜下组织,改善鼻腔通气,功能性保留效果优于不可逆的黏膜切除手术。电极选型以细长弧形针状电极为代俵,配以45°或90°弯曲角度以适应不同角度的解剖结构需求。医用铂铱电极导电性能稳定,适配手术使用场景。

铂铱合金等离子刀电极的材料体系在跨科室应用中的通用性是其商业化成功的重要因素。不同于某些专门使用材料电极只适用于单一适应证,铂铱电极通过调整尖头处尺寸和几何形状即可适应几乎所有科室的等离子消融需求。材料的兼容性基础在于:铂铱合金对含水软组织、纤维软骨、半月板、子宫内膜和皮肤等不同人体组织均具有稳定的消融响应,其等离子体建立条件和能量传递特性不因目标组织的种类而产生根本性差异。制造商可以在统一的铂铱合金原材料体系下开发针对不同科室的产品线——只在尖头处规格、轴身长度和手柄接口上进行差异化设计,而不必为每个科室重新验证材料的生物相容性和基本电学性能。这种通用性大幅降低了制造商的产品开发成本和注册申报复杂度,也使医院在采购和库存管理上更为简便——同一品牌的铂铱等离子刀电极可以在多个科室间调配使用,提高了设备投资的利用效率。科室通用性还体现在与主流等离子手术系统的兼容性上——只要接口物理规格匹配,铂铱电极可以在不同品牌的手术系统主机上使用,为医院提供了更多采购灵活性。医用铂铱电极是医疗等离子电极刀的重要部件。等离子电切环铂铱合金电极批发
医用铂铱电极适配医疗设备厂商配套采购使用。低过敏性铂铱合金等离子电极
激光焊接是连接等离子刀手柄内部铂铱丝电极与导线的关键工艺,其接头质量直接关系到电气连接的可靠性和手柄的整体安全等级。激光焊接的优势在于:热输入高度集中、热影响区极窄、焊接变形小、且无需额外的焊接填充材料。对于铂铱合金与铜导线的异种金属焊接,激光焊接需要在工艺参数上进行精确优化——主要挑战在于两种金属的熔点、热导率和激光吸收率差异较大。铂(吸收率约20%,Nd:YAG激光1064nm波长)的热导率较高(71 W/m·K),而铜的吸收率极低(<5%)但热导率极高(400 W/m·K),铜侧的热量快速扩散导致焊缝区域的温度梯度极大,容易产生未熔合缺陷。优化的工艺策略包括:预热铜导线以缩小温度梯度;采用双脉冲激光序列(***脉冲预热铜,第二脉冲与铂侧同时熔化);在接头界面增加银基微熔覆层以改善润湿性。焊后检验通常包括:金相切片(观察焊缝熔合形态,确认无裂纹和大型气孔)、剪切力测试(接头抗剪切强度应≥50 N)和微焦点X射线无损检测(识别内部缺陷)。低过敏性铂铱合金等离子电极
汕尾市栢科金属表面处理有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**汕尾市栢科金属表面处供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!