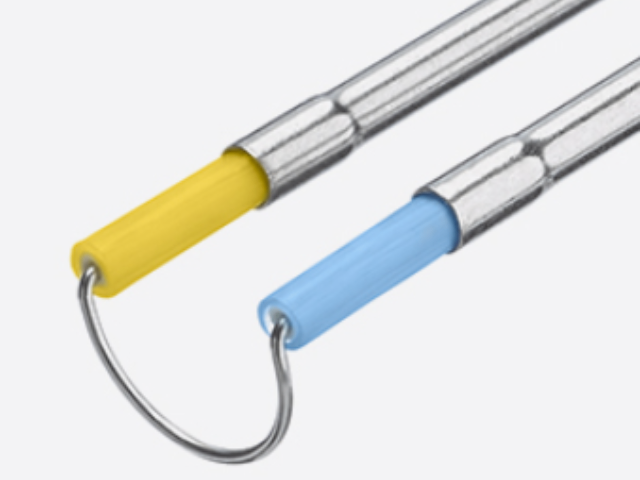
等离子刀电极尖头处的尺寸规格直接决定消融通道的宽度、消融效率和目标组织的精确性,是产品设计中**重要的几何参数。不同临床应用对尖头处尺寸的需求差异极大:耳鼻喉科鼻甲消融用的电极尖头处直径通常在0.4mm至0.8mm之间,长度3mm至5mm,细小的尖头处提供精确的消融控制,适合鼻甲黏膜下组织的选择性消融;骨科椎间盘消融用的电极尖头处直径稍大(0.8mm至1.2mm),需要更长的有效消融长度(5mm至10mm)以覆盖椎间盘髓核的消融范围;泌尿外科前列腺消融的电极则可能需要更大的消融半径,电极尖头处或刀头面积相应增大。在一次性耗材设计中,尖头处尺寸的公差通常控制在±0.05mm以保证批内一致性——过大的正公差会导致消融效果超出预期范围(如打孔过大导致出血增加),过大的负公差则使消融效率低下甚至无法有效消融组织。对于可重复使用电极,尖头处的磨损消耗后尺寸会逐渐偏离初始规格,需要规定最大允许磨损量作为使用寿命的判断依据,临床上通常以消融效率明显下降(如消融时间延长50%以上)作为更换指征。公司科研团队持续优化,提升铂铱电极使用性能。软组织切割等离子电极铂铱材料 OEM

随着微创手术向更小切口和更窄工作通道的方向发展,内镜等离子刀电极的微型化成为重要的技术方向。传统硬性内镜的工作通道直径约2.8mm至4mm,可容纳的外径为2mm至3.5mm的等离子刀电极。但超细内镜(如神经内镜、脑室镜)的工作通道只有1mm至1.5mm,对应的等离子刀电极外径需压缩至0.8mm至1.2mm,引发了从设计到工艺的系统性挑战。首先,轴身变细后铂铱丝芯的直径也随之减小,电气阻抗上升——这需要通过优化导线接头的低阻抗连接设计来补偿。其次,轴身内通常集成了生理盐水灌注通道(用于维持消融区域的组织湿度和带走热量),超细规格下的通道截面积严重受限,流速下降影响冷却效率,需要采用更高效的冷却结构(如微型雾化冷却或改进的水流动力学通道设计)。再次,超细尖头处的机械强度是脆弱环节——手术过程中一旦尖头处意外触碰硬质组织(如骨刺、金属植入物)极易折断,需要在设计中引入应力集中规避和过度弯曲保护机制。微型化的极限受限于现有材料体系和工艺能力,但技术进步正在持续拓展这一边界。软组织切割等离子电极铂铱材料 OEM医用铂铱电极适配外科微创手术的电极使用需求。
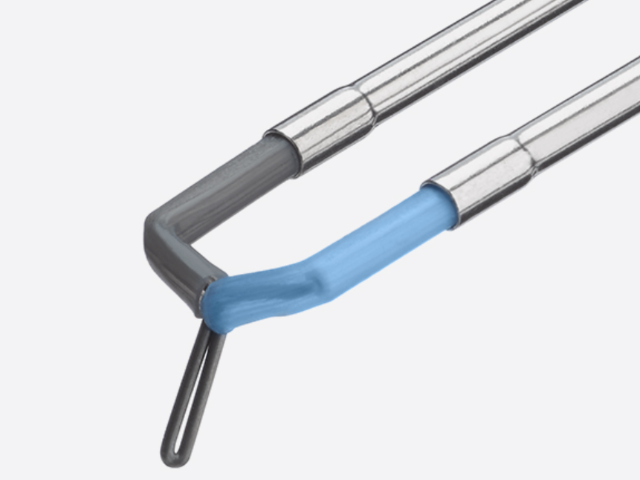
等离子刀手柄内部的电气绝缘设计是确保器械使用安全的重点工程环节,涉及材料选择、结构设计和组装工艺三个层面。从材料角度,PEEK(聚醚醚酮)是目前**主流的绝缘材料选择——它兼具高介电强度(约500 V/μm,3.5 mm厚可达UL 94 V-0等级)、耐高温(连续使用温度260°C)和耐反复灭菌(高温高压灭菌1000次以上性能稳定),同时具有优良的生物相容性和易于注塑成型的加工性能。陶瓷也是可选方案,但脆性使其在跌落冲击下容易碎裂,使用场景受限。在结构设计上,绝缘层与导体之间的配合设计需要考虑装配公差和热膨胀失配——过盈配合可以保证界面的紧密接触,但热膨胀系数差异过大时可能在温度循环中产生微间隙,影响绝缘可靠性;间隙配合则需要通过粘接或包覆固定来补偿。组装工艺中,真空浸渍(将组装好的手柄内部抽真空后填充绝缘灌封胶)能够消除内部空隙中的空气(空气的介电强度只为固体绝缘材料的约1/30),明显提升整体绝缘性能。组装完成后的绝缘性能逐件检验(而非只抽样检验)是医疗级等离子刀手柄质量控制的标准要求。
一次性高值医用耗材的批次追溯管理是满足监管要求和保障患者安全的基础制度,铂铱等离子刀电极的追溯体系需覆盖从贵金属原材料到终端用户的全链路信息流。原材料追溯方面:每批入库的铂铱合金锭坯附有供应商质量证书,证书内容包括化学成分、批次号、净重和纯度声明——这些信息与生产工单关联,确保每根成品电极可以追溯到对应的原材料批次。生产过程追溯方面:各关键工序(拉丝、热处理、尖头处成型、焊接、绝缘组装、功能测试、包装和灭菌)的操作员、设备编号、批次信息和工艺参数均实时记录在MES(制造执行系统)中。对于一次性使用等离子刀电极,产品包装上的UDI(惟一器械标识)码是追溯链的重点——通过扫描UDI可关联该器械的注册证号、生产日期、有效期、批号和灭菌批号,并进一步追溯至原材料和工艺信息。使用端追溯方面:医院在使用时应通过信息系统记录每位患者使用的等离子刀批号,若术后出现疑似***或不良事件,制造商和监管部门可在24小时内完成问题产品的使用患者范围界定。欧盟MDR、美国FDA UDI规则和我国医疗器械惟一标识系统(UDI)实施指南均对高风险植入物的追溯管理提出了强制要求。医用铂铱电极导电性能稳定,适配手术使用场景。
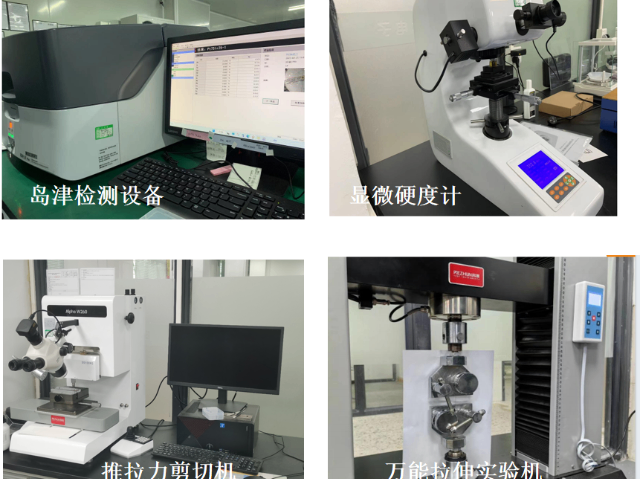
等离子刀电极耐高温性能的验证需要在模拟实际使用中最高温度等级的条件下考核电极材料的热稳定性和功能完整性。加速老化测试方案通常设定消融功率为额定最大功率的110%至120%(即制造一定程度的超规格应力),在模拟组织模型(生理盐水或透明质酸钠凝胶)中连续或反复激发,记录性能参数(起弧电压、维持电压、消融效率)随激发次数的变化趋势。同时,在测试过程中和测试结束后对电极进行外观检查(体式显微镜)和尺寸复测(尖头处直径、角度),记录任何可见的形貌变化。高温静态老化试验(将电极尖头处置于马弗炉中加热至设定温度,保温一定时间后冷却,检查外观和尺寸变化)可作为辅助验证手段,但无法完全替代动态放电条件下的高温考验——等离子放电产生的高能粒子轰击和热冲击组合效应对材料的损伤机制与静态高温有所不同。此外,热电偶直接测量电极尖头处在真实消融过程中的实际温度(需要耐高温热电偶和高速数据采集系统)是获取真实工况温度数据的直接手段,为设计中的温度余量评估提供实验依据。测试温度通常设定高于临床预期峰值温度的20%以上作为安全裕度验证。医用等离子电极刀铂铱电极可适配不同规格电极刀。软组织切割等离子电极铂铱材料 OEM
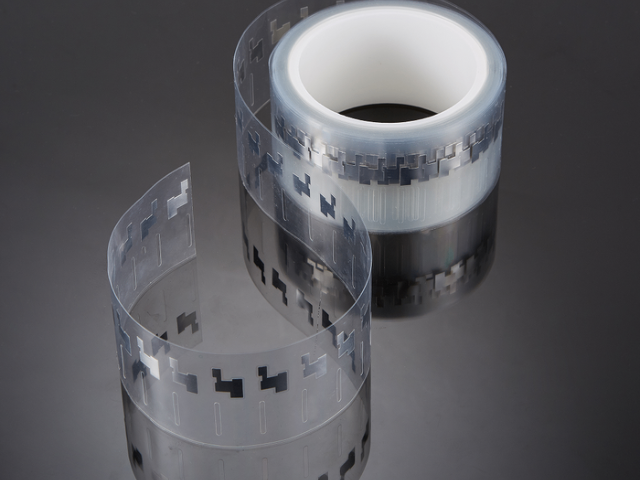
医用铂铱电极采用铂铱贵金属合金进行精密制造。软组织切割等离子电极铂铱材料 OEM
等离子刀电极的使用寿命涉及两个维度:电气使用寿命(以消融剂量或激发时长计量)和机械使用寿命(以灭菌循环次数计量),两者共同决定了器械的整体可用周期。电气使用寿命主要受制于尖头处材料的溅射损耗——每次消融激发过程中,高能等离子粒子从电极表面剥离(溅射)微量金属原子,长期累积后尖头处直径逐渐增大(正向增值)或发生形状钝化。铂铱合金的溅射率(单位入射粒子能量对应的原子损失数)在常用射频能量范围内极低(<0.1原子/离子),在正常使用条件下,尖头处直径在额定使用寿命内的几何变化量应控制在原始尺寸的±5%以内。机械使用寿命方面,可重复使用型等离子刀电极需要耐受高温高压灭菌(134°C,2 atm,15至30分钟)的反复热冲击而不发生软化、变形或表面裂纹。铂铱合金的热膨胀系数适中(≈8.9×10⁻⁶/°C),与常见的手柄金属部件(不锈钢≈16×10⁻⁶/°C,钛≈9×10⁻⁶/°C)之间的热失配在可接受范围内,灭菌热循环不会在焊接或连接界面引入过大的热应力。部分一次性使用电极的设计则更侧重于保证刚开始使用的性能颠峰状态和100%无菌保证,不重点关注材料的利用率但简化了质量管理体系。软组织切割等离子电极铂铱材料 OEM
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!