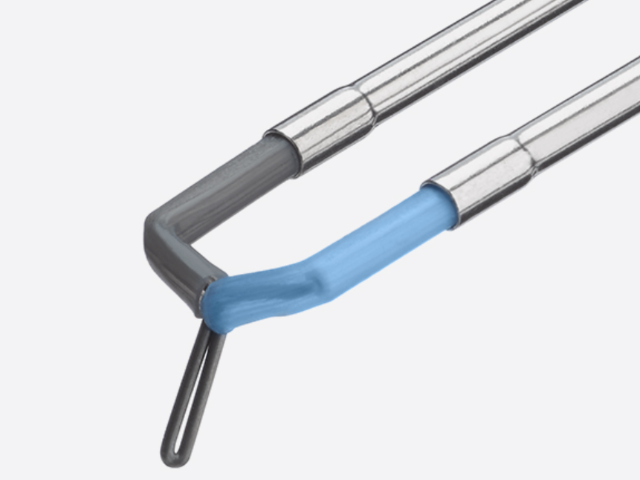
等离子刀电极的有效长度(即从手柄输出端到尖头处工作点的距离)是根据目标手术入路深度决定的工程参数,需要在操作便利性和目标可达性之间寻找平衡。从入路深度来看,耳鼻喉科短鼻内镜手术使用的电极长度通常在80mm至150mm之间,而脊柱内镜(椎间孔镜)手术入路深度可达200mm至350mm,所需电极长度相应增加。更长的电极带来更深远的目标可达性,但同时带来操控性的挑战:长电极的轴向刚性较低,在通过工作通道时容易弯曲,弯曲会导致内部导线或冷却管路的应力集中,严重时造成绝缘破损;此外,长电极的轴向传力特性变差,外科医生在消融时对力量反馈的感知精度下降。更细的电极轴直径可以减轻重量和通过直径,但会栖牲轴向推力——细轴在遇到较硬组织(如钙化椎间盘)时可能发生屈曲而非推进。设计时通常在满足目标入路深度要求的前提下,尽量选择更短和更粗的轴径组合,必要时可通过在手柄或轴身增加辅助支撑结构来补偿长轴的刚性不足。医用铂铱电极应用于临床等离子手术操作环节。关节镜手术等离子电极铂铱合金尺寸
等离子刀电极的使用寿命涉及两个维度:电气使用寿命(以消融剂量或激发时长计量)和机械使用寿命(以灭菌循环次数计量),两者共同决定了器械的整体可用周期。电气使用寿命主要受制于尖头处材料的溅射损耗——每次消融激发过程中,高能等离子粒子从电极表面剥离(溅射)微量金属原子,长期累积后尖头处直径逐渐增大(正向增值)或发生形状钝化。铂铱合金的溅射率(单位入射粒子能量对应的原子损失数)在常用射频能量范围内极低(<0.1原子/离子),在正常使用条件下,尖头处直径在额定使用寿命内的几何变化量应控制在原始尺寸的±5%以内。机械使用寿命方面,可重复使用型等离子刀电极需要耐受高温高压灭菌(134°C,2 atm,15至30分钟)的反复热冲击而不发生软化、变形或表面裂纹。铂铱合金的热膨胀系数适中(≈8.9×10⁻⁶/°C),与常见的手柄金属部件(不锈钢≈16×10⁻⁶/°C,钛≈9×10⁻⁶/°C)之间的热失配在可接受范围内,灭菌热循环不会在焊接或连接界面引入过大的热应力。部分一次性使用电极的设计则更侧重于保证刚开始使用的性能颠峰状态和100%无菌保证,不重点关注材料的利用率但简化了质量管理体系。等离子电切环铂铱合金电极型号医用铂铱电极符合医疗耗材的相关加工规范要求。
等离子刀电极的电气使用寿命通常以"消融剂量"(以焦耳J或瓦特秒W·s计量)或"激发次数"来标称,准确评估额定使用寿命是产品设计和注册申报的重要内容。直接法是**诚实的评估方式——将电极样品在额定的最大功率条件下反复进行消融激发,直到性能衰减至规定阈值(如消融效率下降30%、维持电压增幅超过初始值20%、或尖头处直径变化超过初始值±10%),记录此时的累计消融剂量或激发次数。这种方法耗时长(可能需要数千次激发,耗时数周),但结果**为可靠。加速老化法通过提高消融功率(超规格功率100%至150%)来加速性能衰减,将加速后的失效数据用阿伦尼乌斯-惠特尼等模型换算至额定功率条件下的等效寿命,但加速因子的确定需要经过验证以确保加速失效模式与正常使用失效模式一致。使用寿命的批次验证应覆盖至少3个生产批次,以排除批次间差异对使用寿命评估的影响。对于一次性使用电极,制造商需要保证产品在标称有效期内(通常1至3年,以加速老化数据推算)的使用性能不低于出厂规格要求,因此货架寿命验证(加速老化+实时老化数据结合)是使用可靠性保证的组成部分。
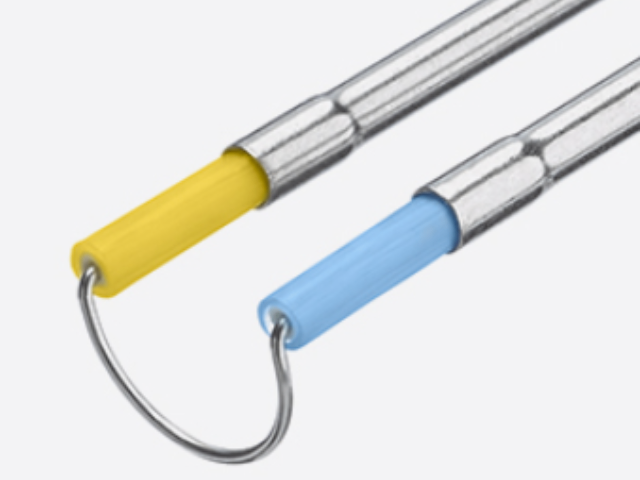
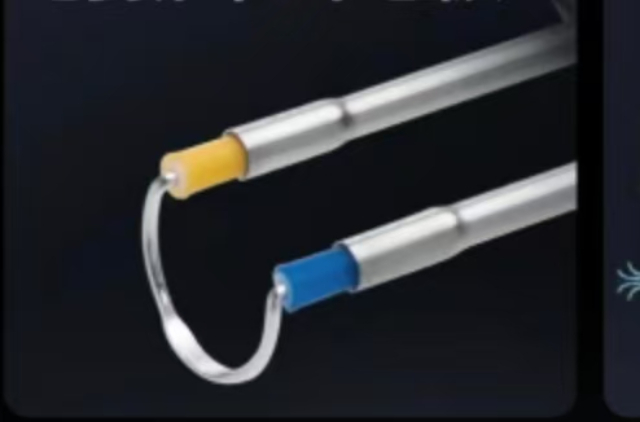
等离子刀电极的工作本质是在电极尖头处与组织之间建立可控的等离子体放电通道(等离子体鞘层),通过带电粒子碰撞产生的热效应实现组织消融或切割。这一过程涉及复杂的电学和热学耦合,对电极材料的放电特性有严苛要求。评价放电稳定性的重点指标包括:起弧电压(电弧引燃所需的~低电压,通常100V至300V之间)、维持电压(持续消融过程中的稳定电压)、以及电压波动幅度(稳定放电时电压的峰峰值,理想应控制在±10%以内)。铂铱合金的放电特性高度稳定——在额定的功率范围内,其起弧电压和维持电压几乎不随使用次数增加而漂移,保证了手术过程中能量输出的可重复性。电压波动过大会导致消融效果的忽强忽弱,影响外科医生对组织去除量的判断,甚至引发局部过度碳化。与钨电极相比,铂铱电极的二次电子发射特性使等离子鞘层的建立更为平稳,减少了弧光漂移(arc wandering)现象,有助于维持精确可控的消融轨迹。部分高级等离子手术系统在电极手柄内集成了电压和电流实时监测模块,通过闭环反馈控制进一步稳定能量输出。铂铱合金打造的医用等离子电极刀铂铱电极,性能表现稳定。

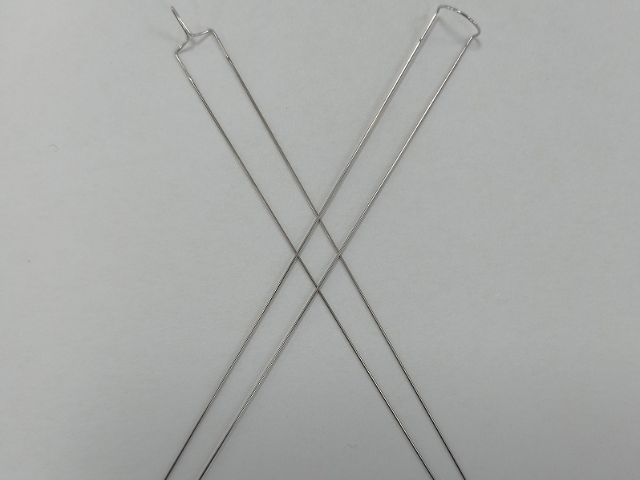
一次性等离子刀电极因无法在临床使用后重新校准或修复,对生产阶段的尺寸一致性管控要求极高。尖头处尺寸的精密管控是重点的质量关注点——以0.5mm直径±0.05mm公差的电极为例,其相对公差只有10%,在铂铱合金的微型拉丝工艺中属于高精度要求。尺寸测量通常在加工过程中的多个工序节点进行:拉丝后(控制丝材直径)、绕环/尖头处成型后(控制尖头处轮廓)、成品检验(光学投影仪或影像测量仪逐件检验)。批次一致性的评价指标是过程能力指数Cpk,医疗级精密电极通常要求Cpk≥1.67(对应±4σ范围)。光学非接触测量(光学投影仪、CCD影像测量系统)是尖头处尺寸检验的首先选择的方法,避免了接触式探针造成的尖头处微变形和测量力干扰。除了几何尺寸,刀尖角度(锥度半角)的控制同样关键——角度过大(如超过30°)会使消融通道过宽、创缘粗糙,角度过小(如小于10°)则消融阻力增大、尖头处容易折断。对于弧形或叉状等复杂形状电极,各尖头处的相对位置尺寸(如叉尖间距、弧形半径)也是需要纳入测量和公差控制的参数。产学研深度合作,推动铂铱电极技术革新升级。等离子电切环铂铱合金电极型号
科技创新示范基地资质,助力铂铱电极技术升级。关节镜手术等离子电极铂铱合金尺寸
消化内镜中的等离子刀电极主要用于内镜黏膜下剥离术(ESD)的辅助切开和消化道早期*的内镜下切除。ESD是一种技术难度较高的消化内镜***手段,要求在内镜下一次性完整切除黏膜层甚至黏膜下层的早期病变,避免分块切除导致的病理学分期不准确和复发率增加。ESD术中需要沿病变边缘精确切开黏膜,建立黏膜下层剥离平面,铂铱合金精细切割电极在此过程中发挥关键作用——其细尖设计和稳定的放电特性使得沿预定切割线的精确分离成为可能。消化道内镜操作的特殊性在于工作空间狭小、视野受限且需要经口或经肛进入深部消化道,电极轴身必须足够细长且具有良好的可弯曲性以顺应消化道走形。一次性使用设计在内镜器械中是强制要求——消化道内镜器械无法进行高温高压灭菌,只能使用一次性产品或进行液体化学灭菌(如戊二醛浸泡),后者对金属电极的相容性较差。铂铱合金电极与一次性包装灭菌(环氧乙烷)的兼容性使其成为内镜ESD器械的理想材料方案。关节镜手术等离子电极铂铱合金尺寸
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!