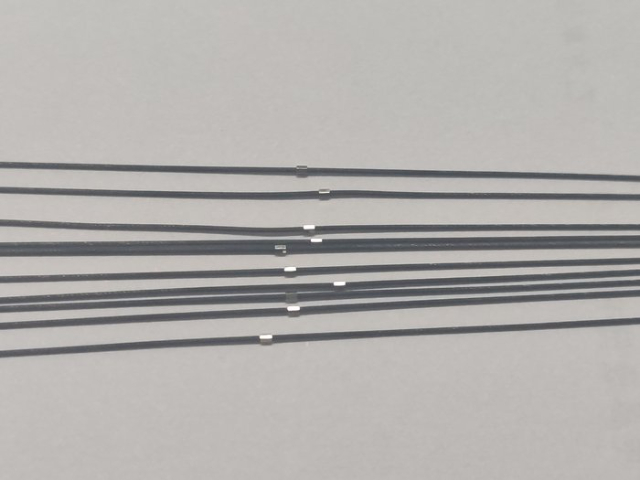
等离子刀电极放电性能的准确测试是质量控制和产品设计验证的基础,需要在模拟手术条件的实验环境中进行。放电性能测试的重点参数包括起弧电压、维持电压、等离子鞘层形态和消融效率。起弧电压测试使用稳压直流电源和高速示波器,测量从施加功率到等离子弧建立的时间(通常<1ms)和所需电压幅值,测量中电极尖头处浸没于模拟生理盐水(0.9% NaCl溶液)或0.25%透明质酸钠凝胶(模拟软组织电阻特性)中。维持电压的测试则在连续消融过程中实时记录电压波形,关注波形的平稳度和峰值。消融效率测试通常使用标准化的组织模型——牛肝或猪肌肉是**常用的模拟组织,其含水量和电阻特性接近人体软组织。消融体积的测量方法包括:组织切片后用卡尺测量消融通道直径和深度,或使用3D光学扫描仪获取消融坑洞的精确三维轮廓。等效消融体积除以消融时间即为消融速率(mm³/s),这是不同品牌电极进行性能对比的定量指标。此外,放电稳定性测试需要在连续激发条件下(模拟实际手术中的反复***开关动作)监测阻抗和电压的变异系数(CV),CV值越低说明放电特性越稳定。医用等离子电极刀铂铱电极采用精密金属成型工艺制作。低过敏性铂铱合金等离子电极

一次性高值医用耗材的批次追溯管理是满足监管要求和保障患者安全的基础制度,铂铱等离子刀电极的追溯体系需覆盖从贵金属原材料到终端用户的全链路信息流。原材料追溯方面:每批入库的铂铱合金锭坯附有供应商质量证书,证书内容包括化学成分、批次号、净重和纯度声明——这些信息与生产工单关联,确保每根成品电极可以追溯到对应的原材料批次。生产过程追溯方面:各关键工序(拉丝、热处理、尖头处成型、焊接、绝缘组装、功能测试、包装和灭菌)的操作员、设备编号、批次信息和工艺参数均实时记录在MES(制造执行系统)中。对于一次性使用等离子刀电极,产品包装上的UDI(惟一器械标识)码是追溯链的重点——通过扫描UDI可关联该器械的注册证号、生产日期、有效期、批号和灭菌批号,并进一步追溯至原材料和工艺信息。使用端追溯方面:医院在使用时应通过信息系统记录每位患者使用的等离子刀批号,若术后出现疑似***或不良事件,制造商和监管部门可在24小时内完成问题产品的使用患者范围界定。欧盟MDR、美国FDA UDI规则和我国医疗器械惟一标识系统(UDI)实施指南均对高风险植入物的追溯管理提出了强制要求。铂铱合金等离子电极生产厂家栢林电子 2012 年成立,深耕医用贵金属电极研发。

激光焊接是连接等离子刀手柄内部铂铱丝电极与导线的关键工艺,其接头质量直接关系到电气连接的可靠性和手柄的整体安全等级。激光焊接的优势在于:热输入高度集中、热影响区极窄、焊接变形小、且无需额外的焊接填充材料。对于铂铱合金与铜导线的异种金属焊接,激光焊接需要在工艺参数上进行精确优化——主要挑战在于两种金属的熔点、热导率和激光吸收率差异较大。铂(吸收率约20%,Nd:YAG激光1064nm波长)的热导率较高(71 W/m·K),而铜的吸收率极低(<5%)但热导率极高(400 W/m·K),铜侧的热量快速扩散导致焊缝区域的温度梯度极大,容易产生未熔合缺陷。优化的工艺策略包括:预热铜导线以缩小温度梯度;采用双脉冲激光序列(***脉冲预热铜,第二脉冲与铂侧同时熔化);在接头界面增加银基微熔覆层以改善润湿性。焊后检验通常包括:金相切片(观察焊缝熔合形态,确认无裂纹和大型气孔)、剪切力测试(接头抗剪切强度应≥50 N)和微焦点X射线无损检测(识别内部缺陷)。
等离子刀电极的电气使用寿命通常以"消融剂量"(以焦耳J或瓦特秒W·s计量)或"激发次数"来标称,准确评估额定使用寿命是产品设计和注册申报的重要内容。直接法是**诚实的评估方式——将电极样品在额定的最大功率条件下反复进行消融激发,直到性能衰减至规定阈值(如消融效率下降30%、维持电压增幅超过初始值20%、或尖头处直径变化超过初始值±10%),记录此时的累计消融剂量或激发次数。这种方法耗时长(可能需要数千次激发,耗时数周),但结果**为可靠。加速老化法通过提高消融功率(超规格功率100%至150%)来加速性能衰减,将加速后的失效数据用阿伦尼乌斯-惠特尼等模型换算至额定功率条件下的等效寿命,但加速因子的确定需要经过验证以确保加速失效模式与正常使用失效模式一致。使用寿命的批次验证应覆盖至少3个生产批次,以排除批次间差异对使用寿命评估的影响。对于一次性使用电极,制造商需要保证产品在标称有效期内(通常1至3年,以加速老化数据推算)的使用性能不低于出厂规格要求,因此货架寿命验证(加速老化+实时老化数据结合)是使用可靠性保证的组成部分。医用铂铱电极生产遵循严格的加工工艺流程。
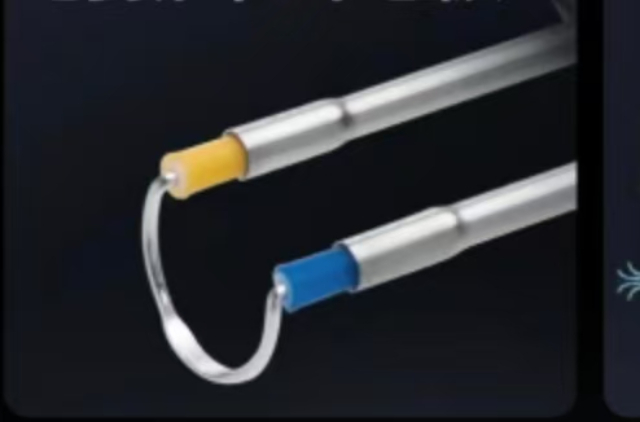
等离子手术设备在高频高压放电过程中不可避免地产生电磁辐射,电磁兼容(EMC)性能关系到设备能否在复杂的医院电磁环境中稳定运行,同时避免干扰其他医疗设备(如心电监护、起搏器等)。铂铱电极本身是被动器件,其EMC特性主要由手柄整体结构和主机电路共同决定。射频放电是主要的传导干扰源——高频电流通过电源线和信号线向外部传播,合格的主机电源输入端应安装射频滤波器,将传导干扰抑制至标准限值以下(YY 0505/IEC 60601-1-2)。空气辐射干扰则通过手柄和电缆的屏蔽结构来控制——高级手柄电缆采用整体编织屏蔽层+两端正确接地(单点接地以避免地环路)设计,辐射发射应满足1米距离内A类设备限值。EMC测试是等离子手术系统注册前的必做项目,需要在具备资质的EMC实验室(全电波暗室和屏蔽室)中完成。此外,手术室中同时使用多种高频手术设备(电刀、激光等)时,等离子刀与这些设备之间的相互干扰需要通过空间隔离和分时使用策略加以管控,防止多设备同时运行时EMC指标叠加超标。医用铂铱电极适配医疗设备厂商配套采购使用。铂铱合金等离子电极生产厂家
医用铂铱电极符合医疗器材加工品质相关要求。低过敏性铂铱合金等离子电极
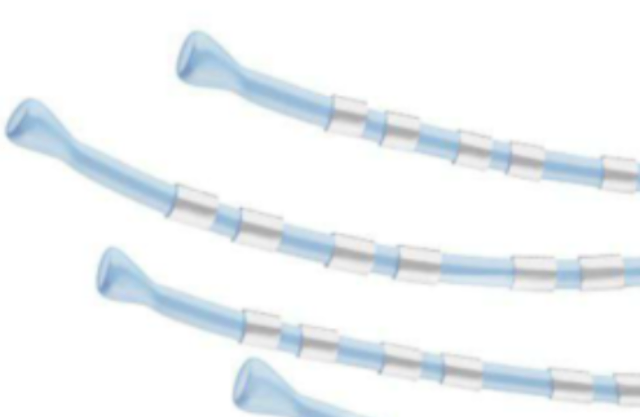
等离子刀电极中铂铱合金的配比设计是在导电性、耐溅射性、机械强度和加工成本之间寻求平衡的过程。不同临床应用场景对电极性能的需求存在差异,手术器械工程师通过调整合金配比来适应不同需求。在消融功率较高(如椎间盘等离子消融,功率可达200W至300W峰值)和电极尖头处正向温度较高(可达300°C至500°C)的应用中,通常选用铱含量偏高的配方(如85Pt/15Ir),以获得更好的耐高温和抗溅射性能。而在强调放电稳定性和降低组织碳化风险的精细切割应用中(如耳鼻喉软组织消融,功率通常控制在50W至100W),铱含量适中的配方(如90Pt/10Ir)更为适合,过高的铱含量反而可能因合金表面状态不均匀导致放电不稳定。需要指出的是,合金配比的变化对电极的生物相容性和化学稳定性影响极小——铂和铱在生物惰性方面几乎等价,关键的工程差异主要体现在物理机械性能层面。此外,铂铱合金的成分均匀性也是影响电极性能的重要因素——偏析组织(成分分布不均匀的区域)在放电过程中容易成为局部热点,加速局部损伤,因此真空熔炼工艺是保证成分均匀性的首先选择的生产方式。低过敏性铂铱合金等离子电极
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!