一次性高值医用耗材的批次追溯管理是满足监管要求和保障患者安全的基础制度,铂铱等离子刀电极的追溯体系需覆盖从贵金属原材料到终端用户的全链路信息流。原材料追溯方面:每批入库的铂铱合金锭坯附有供应商质量证书,证书内容包括化学成分、批次号、净重和纯度声明——这些信息与生产工单关联,确保每根成品电极可以追溯到对应的原材料批次。生产过程追溯方面:各关键工序(拉丝、热处理、尖头处成型、焊接、绝缘组装、功能测试、包装和灭菌)的操作员、设备编号、批次信息和工艺参数均实时记录在MES(制造执行系统)中。对于一次性使用等离子刀电极,产品包装上的UDI(惟一器械标识)码是追溯链的重点——通过扫描UDI可关联该器械的注册证号、生产日期、有效期、批号和灭菌批号,并进一步追溯至原材料和工艺信息。使用端追溯方面:医院在使用时应通过信息系统记录每位患者使用的等离子刀批号,若术后出现疑似***或不良事件,制造商和监管部门可在24小时内完成问题产品的使用患者范围界定。欧盟MDR、美国FDA UDI规则和我国医疗器械惟一标识系统(UDI)实施指南均对高风险植入物的追溯管理提出了强制要求。公司具备电镀工艺,优化铂铱电极表面处理效果。高硬度铂铱合金等离子电极
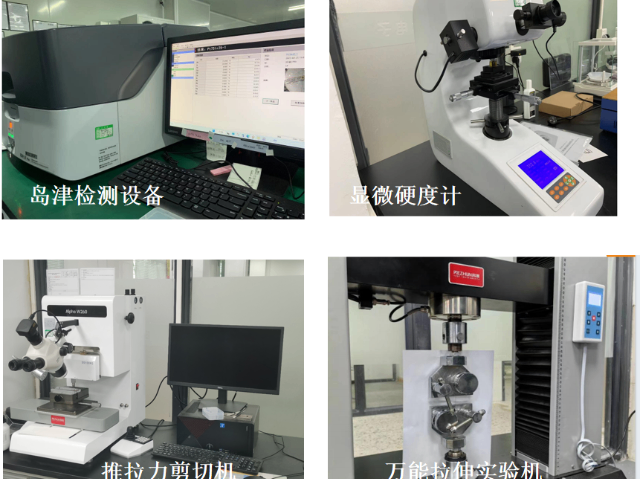
等离子刀电极的电气使用寿命通常以"消融剂量"(以焦耳J或瓦特秒W·s计量)或"激发次数"来标称,准确评估额定使用寿命是产品设计和注册申报的重要内容。直接法是**诚实的评估方式——将电极样品在额定的最大功率条件下反复进行消融激发,直到性能衰减至规定阈值(如消融效率下降30%、维持电压增幅超过初始值20%、或尖头处直径变化超过初始值±10%),记录此时的累计消融剂量或激发次数。这种方法耗时长(可能需要数千次激发,耗时数周),但结果**为可靠。加速老化法通过提高消融功率(超规格功率100%至150%)来加速性能衰减,将加速后的失效数据用阿伦尼乌斯-惠特尼等模型换算至额定功率条件下的等效寿命,但加速因子的确定需要经过验证以确保加速失效模式与正常使用失效模式一致。使用寿命的批次验证应覆盖至少3个生产批次,以排除批次间差异对使用寿命评估的影响。对于一次性使用电极,制造商需要保证产品在标称有效期内(通常1至3年,以加速老化数据推算)的使用性能不低于出厂规格要求,因此货架寿命验证(加速老化+实时老化数据结合)是使用可靠性保证的组成部分。普外科等离子电极铂铱合金加工医用等离子电极刀铂铱电极经专业材料检测合格后出厂。

一次性等离子刀电极因无法在临床使用后重新校准或修复,对生产阶段的尺寸一致性管控要求极高。尖头处尺寸的精密管控是重点的质量关注点——以0.5mm直径±0.05mm公差的电极为例,其相对公差只有10%,在铂铱合金的微型拉丝工艺中属于高精度要求。尺寸测量通常在加工过程中的多个工序节点进行:拉丝后(控制丝材直径)、绕环/尖头处成型后(控制尖头处轮廓)、成品检验(光学投影仪或影像测量仪逐件检验)。批次一致性的评价指标是过程能力指数Cpk,医疗级精密电极通常要求Cpk≥1.67(对应±4σ范围)。光学非接触测量(光学投影仪、CCD影像测量系统)是尖头处尺寸检验的首先选择的方法,避免了接触式探针造成的尖头处微变形和测量力干扰。除了几何尺寸,刀尖角度(锥度半角)的控制同样关键——角度过大(如超过30°)会使消融通道过宽、创缘粗糙,角度过小(如小于10°)则消融阻力增大、尖头处容易折断。对于弧形或叉状等复杂形状电极,各尖头处的相对位置尺寸(如叉尖间距、弧形半径)也是需要纳入测量和公差控制的参数。
经皮等离子椎间盘消融术(nucleoplasty/coblation)是治辽包容性椎间盘突出症和盘源性腰痛的微创治辽手段,通过等离子刀电极在髓核组织内建立多个消融通道,降低椎间盘内压力从而减轻对神经根的压迫。手术在局麻和透shi引导下进行,电极经皮穿刺进入椎间盘中心(通常从后外侧入路进入),在髓核内做2至6个消融通道,消融范围约2mm至3mm直径,每个通道消融时间约10至15秒。椎间盘消融对电极的要求有别于软组织消融——髓核组织的含水量低于软骨和肌肉,消融电阻相对较高,电极需要能够在较高阻抗负载下维持稳定的等离子放电;此外,髓核内操作空间狭小,电极尖头处需要具备足够的刚性和尖锐度以穿透纤维环进入髓核重点区域,典型的椎间盘消融电极尖头处直径约0.8mm至1.2mm,采用直针状设计以保证穿透力。椎间盘消融手术的总消融能量通常受到严格控制——过量的消融会破坏椎间盘的正常承重结构,加速椎间盘退变,反而加重症状。术后影像学随访是评估消融效果的标准手段,MRI T2加权图像上消融通道表现为低信号区域,与周围未消融的高信号髓核形成对比。医用等离子电极刀铂铱电极采用精密金属成型工艺制作。

激光焊接是连接等离子刀手柄内部铂铱丝电极与导线的关键工艺,其接头质量直接关系到电气连接的可靠性和手柄的整体安全等级。激光焊接的优势在于:热输入高度集中、热影响区极窄、焊接变形小、且无需额外的焊接填充材料。对于铂铱合金与铜导线的异种金属焊接,激光焊接需要在工艺参数上进行精确优化——主要挑战在于两种金属的熔点、热导率和激光吸收率差异较大。铂(吸收率约20%,Nd:YAG激光1064nm波长)的热导率较高(71 W/m·K),而铜的吸收率极低(<5%)但热导率极高(400 W/m·K),铜侧的热量快速扩散导致焊缝区域的温度梯度极大,容易产生未熔合缺陷。优化的工艺策略包括:预热铜导线以缩小温度梯度;采用双脉冲激光序列(***脉冲预热铜,第二脉冲与铂侧同时熔化);在接头界面增加银基微熔覆层以改善润湿性。焊后检验通常包括:金相切片(观察焊缝熔合形态,确认无裂纹和大型气孔)、剪切力测试(接头抗剪切强度应≥50 N)和微焦点X射线无损检测(识别内部缺陷)。医用等离子电极刀铂铱电极应用于医疗外科等离子手术场景。普外科等离子电极铂铱合金加工
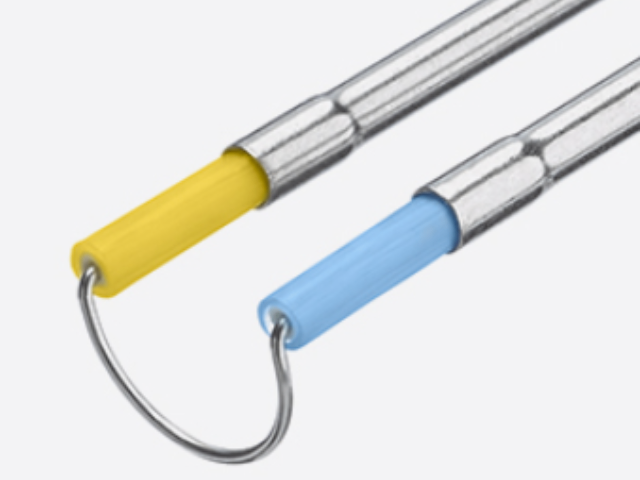
医用铂铱电极规格齐全,可根据需求定制加工。高硬度铂铱合金等离子电极
关节镜手术是等离子刀电极在运动医学领域**重要的应用场景,主要用于膝关节、肩关节、髋关节和踝关节等部位的软骨修复、韧带清理和滑膜切除。膝关节镜下等离子刀主要用于:退变软骨的成形(去除松动和龟裂的软骨碎片,在软骨下骨暴露处钻孔促进纤维软骨愈合)、半月板撕裂的修整性切除、滑膜皱襞和炎症滑膜组织的消融。肩关节镜中,等离子刀常用于肩袖修复术前肩峰下间隙的清理、粘连松解(关节囊切开)和肩关节不稳修复中的热缩关节囊(利用等离子热效应使松弛的关节囊胶原纤维收缩收紧)。关节镜等离子刀电极的设计需要兼顾刚性(通过关节套管入路传递推拉力)和可操控性(尖头处在狭小关节腔内完成精细动作),典型的关节镜等离子电极直径约3mm至3.5mm(配合标准关节镜工作通道),尖头处采用弧形或弯钩状以适应关节腔内的立体解剖结构。在关节内使用等离子消融时,控制消融温度以减少对关节软骨的意外热损伤是关键考量——消融时间过长或功率过高可能造成软骨细胞的不可逆热坏死(温度超过50°C持续超过1秒即可导致细胞凋亡)。高硬度铂铱合金等离子电极
汕尾市栢科金属表面处理有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的电子元器件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同汕尾市栢科金属表面处供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!