红外旋转焊接系统具备良好的工艺扩展性,可通过升级红外灯管功率、优化控制程序,适配未来 IV 型储氢瓶塑料内胆新材料、新工艺的焊接需求。随着氢能技术发展,储氢瓶内胆材质不断迭代,对焊接工艺要求持续提升,设备预留硬件升级与软件优化空间,无需更换整机即可实现性能升级,保护客户投资。系统支持焊接工艺数据的开放对接,可与企业 MES、ERP 系统集成,实现工艺数据的数字化管理与智能化分析,助力企业工艺优化与生产管理升级。同时,系统可拓展远程诊断与运维功能,技术人员可远程协助客户排查故障、优化参数,提升设备运维效率,降低售后成本。伺服系统故障自诊断,快速定位问题减少停机维护时间。节能环保红外焊接切削设备报价

自动铣削焊接工艺毛边模块的清洁度控制严格,采用全封闭加工舱设计,配合负压碎屑收集系统,确保铣削过程中碎屑不外溢,保持车间环境洁净。加工舱采用透明防护门设计,便于操作人员观察加工状态,同时防止碎屑飞出伤人或污染工件。碎屑收集系统采用高效过滤装置,过滤后的空气洁净排出,避免碎屑排放污染环境,符合环保生产要求。模块表面光滑平整,无死角,便于日常擦拭清洁,防止塑料碎屑残留滋生细菌或影响工件质量,适配储氢瓶内胆高洁净度生产标准。氢瓶红外焊接切削设备定制价格红外焊接切削设备适配氢能汽车 IV 型储氢瓶塑料内胆制造。
红外焊接切削设备适配 IV 型储氢瓶塑料内胆主流材质,包括高密度聚乙烯(HDPE)、聚酰胺(PA6)、聚乙烯醇(EVOH)等,可根据材质特性调整红外焊接参数,实现好的焊接效果。对于 HDPE 材质内胆,红外焊接温度控制在 200–300℃,加热时间 20–40 秒,确保材料充分熔融又不降解;对于 PA6 材质内胆,适当提高焊接温度与加热时间,保证焊缝熔接强度。设备材质适配范围广,可满足不同储氢瓶厂商的材质选择需求,助力企业灵活选用内胆材料,平衡产品性能与生产成本。同时,设备可适配不同壁厚内胆,从 3mm–8mm 的常规壁厚均可稳定加工,提升设备应用灵活性。
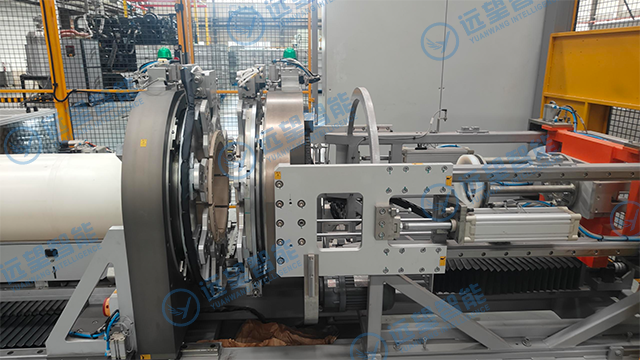
红外旋转焊接系统是红外焊接切削设备的关键功能模块,专为 IV 型储氢瓶塑料内胆环形焊缝设计,采用红外辐射加热原理,通过精确控制红外灯管功率、加热时间与工件旋转速度,实现焊缝均匀熔融与稳定结合。系统采用闭环温度控制,实时监测焊接区域温度变化,动态调整加热参数,避免温度过高导致材料降解或温度过低导致焊接不牢,确保每一道焊缝质量一致性,满足氢气渗透率≤6NmL/(h・L) 的行业标准。相比激光焊接,红外焊接设备成本更低、维护更简便,适配工业大规模量产,为氢能储氢瓶国产化提供高性价比焊接解决方案。自动铣削碎屑过滤排放,符合环保生产要求无污染外泄。
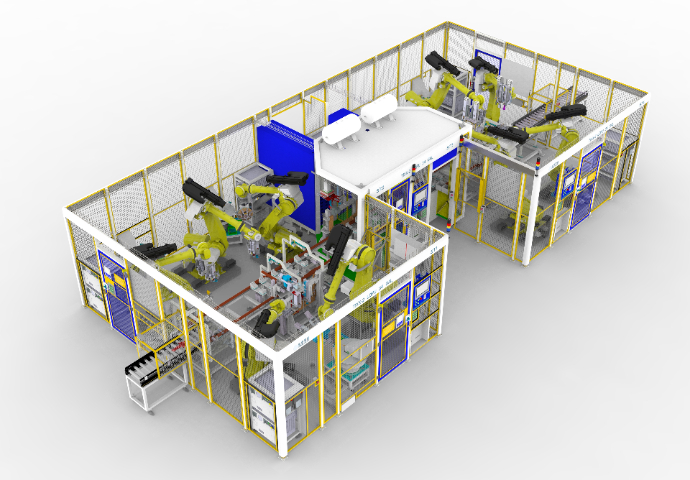
红外焊接切削设备的行业适配性广,除氢能燃料电池汽车领域 IV 型储氢瓶内胆制造外,还可适配其他高压容器、塑料管件、大型塑料壳体等产品的焊接与切削加工需求,提升设备应用价值。设备红外旋转焊接系统适配多种热塑性塑料材质,可用于塑料管道、塑料储罐、汽车塑料部件等产品的环形焊接。自动铣削与瓶身校正系统可适配圆柱形、筒形塑料工件的毛边去除与变形校正,应用于多个工业领域。行业适配性广使设备可满足企业多品类产品生产需求,减少设备重复投入,提升设备利用率与投资回报率。铣削路径螺旋规划,减少切削阻力提升表面光洁度无刀痕。节能环保红外焊接切削设备报价
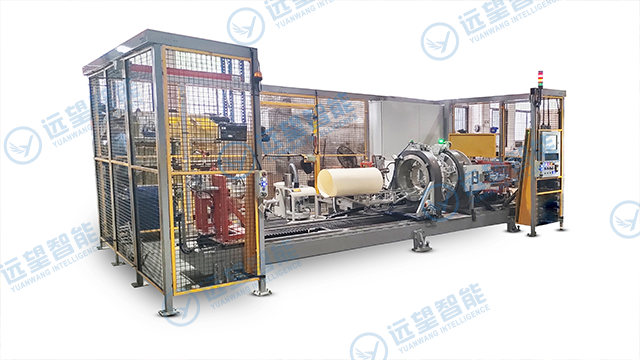
瓶身校正可改善内胆扭曲变形,保障高压工况应力分布均匀。节能环保红外焊接切削设备报价
自动瓶身校正系统是解决 IV 型储氢瓶塑料内胆焊接变形的关键模块,针对塑料内胆焊接后易出现的弯曲、椭圆度超标、轴向扭曲等问题,提供自动化精密校正方案。系统采用多组径向支撑辊与轴向校正推杆,通过高精度传感器实时采集瓶身圆度、直线度、同轴度数据,传输至控制系统分析计算,动态调整支撑力与校正行程,实现闭环校正,确保瓶身尺寸精度控制在设计公差范围内。校正过程采用渐进式施压,避免一次性强力校正导致内胆应力集中或开裂,适配不同长度与直径规格内胆,校正后瓶身直线度、圆度满足碳纤维缠绕工艺要求,保障储氢瓶高压使用安全性。节能环保红外焊接切削设备报价