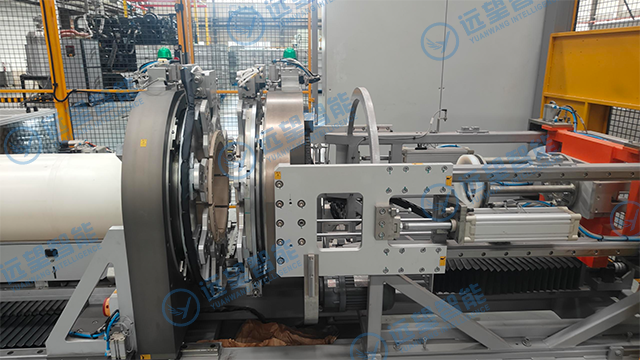
氢能燃料电池汽车对 IV 型储氢瓶塑料内胆的清洁度与密封性要求极高,普通焊接工艺易产生焊渣、碎屑,影响后续碳纤维缠绕与高压密封性能。红外焊接切削设备采用非接触式红外加热焊接,焊接过程无机械摩擦、无碎屑产生,焊缝表面洁净,无需额外复杂清理,适配储氢瓶内胆高洁净度生产标准。设备集成自动铣削焊接工艺毛边模块,焊接完成后自动定位焊缝位置,采用高速铣刀精确去除多余焊料与飞边,铣削后焊缝表面平整光滑,无毛刺、无凸起,避免毛边导致的应力集中或密封不严问题,提升内胆外观质量与后续缠绕工艺适配性。自动铣削碎屑过滤排放,符合环保生产要求无污染外泄。IV型瓶生产线红外焊接切削设备定制价格

红外焊接切削设备的环境适应性强,可适应工业车间 - 10℃至 45℃的温度范围、30% 至 80% 的湿度范围,在粉尘、轻微振动等复杂环境下仍能稳定运行。设备电气柜采用防尘防水设计,防止粉尘、水汽侵入,保护电气元件;红外加热模块采用密封防护设计,避免粉尘影响加热效率与灯管寿命。设备机架采用防锈防腐处理,适应潮湿、腐蚀性环境,长期使用不易生锈、变形。环境适应性强使设备可直接投入各类工业车间使用,无需额外改造环境,降低设备导入成本与周期,适配不同地区、不同工况的储氢瓶生产场景。连续式红外焊接切削设备报价伺服夹爪自适应开合,无需更换夹具适配不同直径内胆换型。

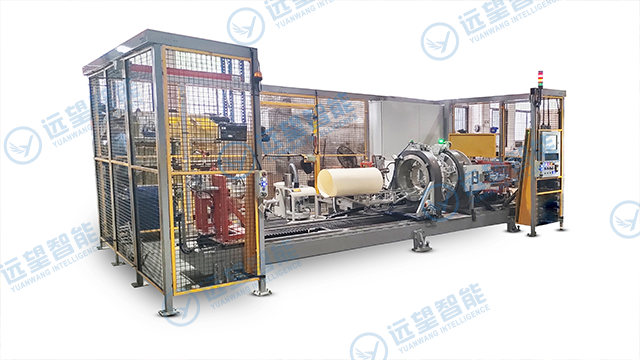
红外焊接切削设备的安全性能优异,针对氢能行业高压、易燃、易爆特性,配备多重安全防护措施,保障生产过程安全可控。设备电气系统具备防爆、防漏电设计,符合工业防爆标准,避免电气火花引发安全隐患;红外加热区域配备隔热防护装置,防止高温烫伤操作人员。设备运行过程中,若出现气压不足、温度异常、工件卡滞、安全光栅遮挡等异常情况,立即触发声光告警并自动停机,防止设备损坏与安全事故发生。设备操作界面设置权限分级管理,防止非授权人员误操作,进一步提升生产安全性,适配氢能行业高安全等级生产要求。
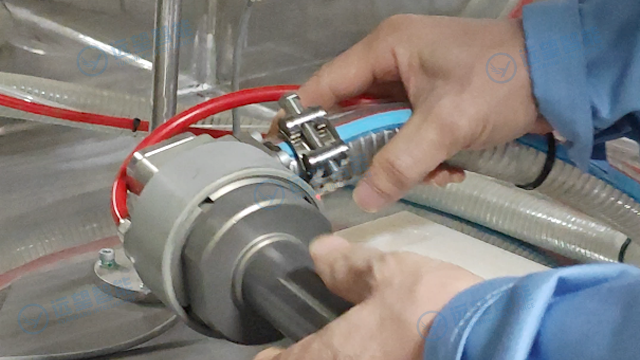
伺服自动夹紧送料系统的工件保护能力强,从夹爪材质、夹紧力控制到送料速度调节,全流程保护 IV 型储氢瓶塑料内胆工件,避免划伤、变形、碰撞损伤。夹爪内侧软质缓冲层分散夹紧力,防止薄壁内胆局部受压变形;防滑纹理增大摩擦力,避免工件打滑偏移。送料过程速度平滑、无冲击振动,避免工件因惯性碰撞损伤;定位精确,减少工件与工位部件的磕碰摩擦。系统具备工件防碰撞功能,检测到工件位置异常时自动停机,防止工件与设备部件碰撞损坏。多方位工件保护,确保每一件内胆工件在生产过程中完好无损,提升产品合格率,减少报废损失。设备解决传统热板焊接粘连问题,适配聚酰胺内胆焊接需求。
自动铣削焊接工艺毛边模块的清洁度控制严格,采用全封闭加工舱设计,配合负压碎屑收集系统,确保铣削过程中碎屑不外溢,保持车间环境洁净。加工舱采用透明防护门设计,便于操作人员观察加工状态,同时防止碎屑飞出伤人或污染工件。碎屑收集系统采用高效过滤装置,过滤后的空气洁净排出,避免碎屑排放污染环境,符合环保生产要求。模块表面光滑平整,无死角,便于日常擦拭清洁,防止塑料碎屑残留滋生细菌或影响工件质量,适配储氢瓶内胆高洁净度生产标准。校正系统适配不同长度内胆,渐进式施压避免内胆开裂。IV型瓶生产线红外焊接切削设备定制价格
伺服送料定位精度高,确保封头与筒节对接同轴度达标。IV型瓶生产线红外焊接切削设备定制价格
自动铣削焊接工艺毛边模块的表面处理效果好,铣削后焊缝表面粗糙度低、平整度高,无毛刺、无凸起、无刀痕,满足后续碳纤维缠绕对表面质量的严苛要求。平整光滑的焊缝表面确保碳纤维缠绕层与内胆紧密贴合,无间隙、无气泡,提升缠绕层与内胆的结合强度,避免分层、脱落问题。铣削表面无残留碎屑、无油污,洁净度高,无需额外清理工序,直接进入碳纤维缠绕工序,提升生产效率。模块可根据客户需求调整铣削表面粗糙度,适配不同碳纤维缠绕工艺要求,提升产品适配性。IV型瓶生产线红外焊接切削设备定制价格