自动瓶身校正系统可有效解决 IV 型储氢瓶塑料内胆焊接变形问题,提升产品尺寸精度与合格率,降低返工成本。塑料内胆焊接过程中,焊缝区域受热熔融后冷却收缩,易导致瓶身弯曲、椭圆、扭曲等变形,若不校正,后续碳纤维缠绕与高压使用会存在严重安全隐患。人工校正难度大、精度低、效率慢,且易造成内胆损伤;自动瓶身校正系统自动化、高精度完成校正作业,校正效率高、精度稳定,大幅提升产品合格率,减少返工与报废成本。同时,校正后瓶身尺寸一致性好,便于后续工序标准化生产,提升产线整体效率与产品质量稳定性。设备助力 IV 型储氢瓶国产化,提供高性价比内胆制造方案。小型红外焊接切削设备厂家

自动瓶身校正系统的校正效率高,校正周期短,可快速完成 IV 型储氢瓶塑料内胆的变形校正作业,适配产线高效生产节奏。系统采用多工位同步校正设计,可同时对瓶身多个变形部位进行校正,缩短校正时间,提升单件加工效率。校正过程自动化运行,从变形检测、参数计算到校正执行、质量验证,全程无需人工操作,减少人工干预与工序时间,提升生产效率。系统可 24 小时连续运行,适配储氢瓶产线三班倒生产模式,提升设备利用率与产能输出,助力企业快速交付大批量订单。低成本红外焊接切削设备厂家排名伺服系统故障自诊断,快速定位问题减少停机维护时间。

红外焊接切削设备的汽车电子级适配性,满足氢能燃料电池汽车领域 IV 型储氢瓶高可靠性、高安全性、高追溯性的严苛要求。汽车级生产标准对产品质量、一致性、安全性、追溯性要求极高,设备从焊接、铣削到校正,全工序严格管控质量,每一道工序均有数据记录与追溯,满足汽车行业质量体系认证要求。设备稳定可靠、长期运行一致性好,焊缝质量、表面质量、尺寸精度稳定达标,符合汽车电子行业严格的质量管控标准。汽车级适配性使设备可安全应用于车载储氢瓶制造场景,助力企业进入氢能汽车供应链,提升产品附加值与市场竞争力。
氢能燃料电池汽车对 IV 型储氢瓶塑料内胆的清洁度与密封性要求极高,普通焊接工艺易产生焊渣、碎屑,影响后续碳纤维缠绕与高压密封性能。红外焊接切削设备采用非接触式红外加热焊接,焊接过程无机械摩擦、无碎屑产生,焊缝表面洁净,无需额外复杂清理,适配储氢瓶内胆高洁净度生产标准。设备集成自动铣削焊接工艺毛边模块,焊接完成后自动定位焊缝位置,采用高速铣刀精确去除多余焊料与飞边,铣削后焊缝表面平整光滑,无毛刺、无凸起,避免毛边导致的应力集中或密封不严问题,提升内胆外观质量与后续缠绕工艺适配性。红外焊接切削设备适配氢能汽车 IV 型储氢瓶塑料内胆制造。
伺服自动夹紧送料系统在 IV 型储氢瓶内胆生产中,可有效减少人工干预,降低人工成本,提升生产效率与产品一致性。人工上下料与定位存在效率低、误差大、劳动强度高等问题,尤其对于大尺寸、重重量的储氢瓶内胆,人工操作难度大、安全性低。伺服自动夹紧送料系统实现工件自动化流转,从储料架自动取料、定位夹紧、精确送料到各工位,全程无需人工操作,大幅提升生产节拍,降低人工劳动强度,减少人为误差导致的产品质量波动。同时,系统可 24 小时连续运行,适配储氢瓶产线三班倒生产模式,提升设备利用率与产能输出。红外焊接焊缝拉伸强度接近母材,抵御高压氢气长期渗透。车载储氢瓶红外焊接切削设备多少钱
伺服送料行程可调,快速切换不同长度内胆生产规格。小型红外焊接切削设备厂家
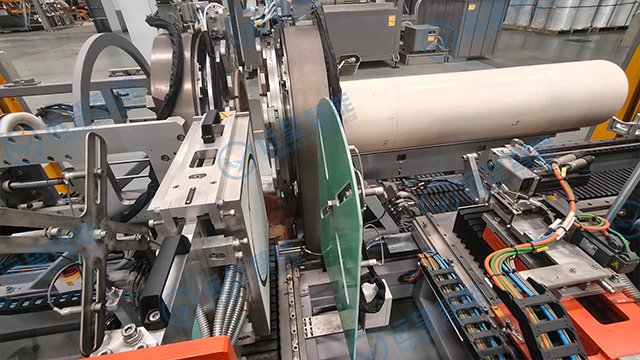
红外旋转焊接系统是红外焊接切削设备的关键功能模块,专为 IV 型储氢瓶塑料内胆环形焊缝设计,采用红外辐射加热原理,通过精确控制红外灯管功率、加热时间与工件旋转速度,实现焊缝均匀熔融与稳定结合。系统采用闭环温度控制,实时监测焊接区域温度变化,动态调整加热参数,避免温度过高导致材料降解或温度过低导致焊接不牢,确保每一道焊缝质量一致性,满足氢气渗透率≤6NmL/(h・L) 的行业标准。相比激光焊接,红外焊接设备成本更低、维护更简便,适配工业大规模量产,为氢能储氢瓶国产化提供高性价比焊接解决方案。小型红外焊接切削设备厂家