自动瓶身校正系统的校正效率高,校正周期短,可快速完成 IV 型储氢瓶塑料内胆的变形校正作业,适配产线高效生产节奏。系统采用多工位同步校正设计,可同时对瓶身多个变形部位进行校正,缩短校正时间,提升单件加工效率。校正过程自动化运行,从变形检测、参数计算到校正执行、质量验证,全程无需人工操作,减少人工干预与工序时间,提升生产效率。系统可 24 小时连续运行,适配储氢瓶产线三班倒生产模式,提升设备利用率与产能输出,助力企业快速交付大批量订单。伺服夹紧送料可 24 小时连续运行,适配储氢瓶规模化生产。低功耗红外焊接切削设备品牌

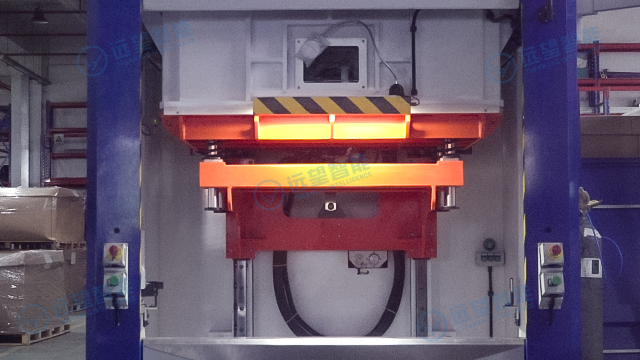
红外旋转焊接系统的参数化控制能力强,操作人员可通过人机界面直观设置与调整焊接参数,无需复杂编程,操作简便易学。系统内置多种标准焊接配方,对应不同材质、规格的塑料内胆,操作人员可直接调用,快速启动生产;也可根据特殊需求自定义配方,保存后下次直接使用,提升生产灵活性。焊接过程中,参数实时显示,异常情况自动告警并提示处理建议,便于操作人员快速排查问题,减少停机时间。系统操作界面简洁直观、图标清晰、文字易懂,操作人员经过短期培训即可熟练操作,降低人员培训成本与上手周期。复合材料气瓶红外焊接切削设备原理红外旋转焊接采用非接触加热,热影响区小,焊缝强度高。
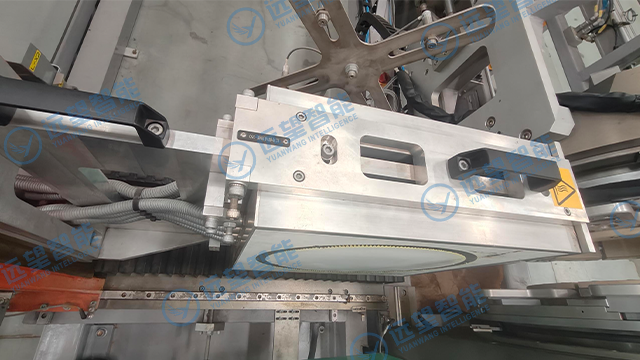
自动铣削焊接工艺毛边模块的表面处理效果好,铣削后焊缝表面粗糙度低、平整度高,无毛刺、无凸起、无刀痕,满足后续碳纤维缠绕对表面质量的严苛要求。平整光滑的焊缝表面确保碳纤维缠绕层与内胆紧密贴合,无间隙、无气泡,提升缠绕层与内胆的结合强度,避免分层、脱落问题。铣削表面无残留碎屑、无油污,洁净度高,无需额外清理工序,直接进入碳纤维缠绕工序,提升生产效率。模块可根据客户需求调整铣削表面粗糙度,适配不同碳纤维缠绕工艺要求,提升产品适配性。
自动铣削焊接工艺毛边模块可有效提升 IV 型储氢瓶塑料内胆表面质量,消除焊缝毛边带来的安全隐患与工艺影响。焊缝毛边不*影响内胆外观,还会导致应力集中,在高压氢气环境下易成为裂纹源,引发安全风险;同时,毛边会影响碳纤维缠绕层与内胆的贴合度,导致缠绕层厚度不均、结合不牢,降低储氢瓶整体结构强度。自动铣削模块精确去除毛边,使焊缝表面平整光滑,消除应力集中点,提升内胆结构强度与安全性;同时,平整表面确保碳纤维紧密贴合内胆,提升缠绕层质量与储氢瓶整体性能,为高压储氢瓶长期安全使用提供保障。设备助力 IV 型储氢瓶国产化,提供高性价比内胆制造方案。

红外旋转焊接系统的加热参数可精确量化与存储,包括红外灯管功率、加热时间、工件旋转速度、焊接温度等,操作人员可根据不同材质、厚度的塑料内胆,精确设置合适的焊接参数,确保焊缝质量稳定。系统具备焊接过程实时监控功能,通过温度传感器、压力传感器实时采集焊接数据,显示在人机界面上,便于操作人员实时掌握焊接状态,及时调整参数。焊接完成后,系统自动生成焊接质量报告,记录关键参数与数据,便于质量追溯与工艺分析,满足氢能行业严格的质量管理要求。红外焊接工艺热影响区小,焊缝周边材料力学性能变化小,避免因焊接热导致内胆材质脆化,保障内胆长期使用的安全性与耐久性。自动瓶身校正系统,改善内胆焊接后弯曲、圆度偏差问题。热辐射式红外焊接切削设备报价
校正系统柔性推杆设计,软质接触避免内胆硬接触损伤。低功耗红外焊接切削设备品牌
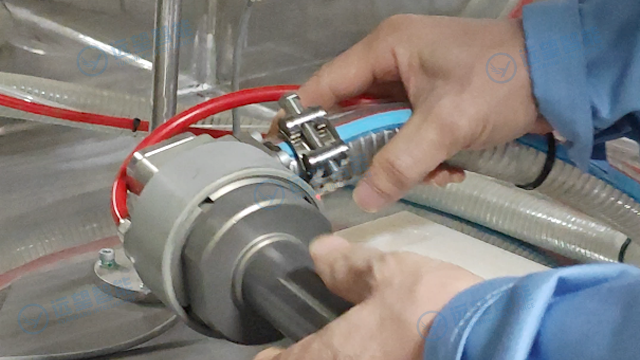
伺服自动夹紧送料系统的工件保护能力强,从夹爪材质、夹紧力控制到送料速度调节,全流程保护 IV 型储氢瓶塑料内胆工件,避免划伤、变形、碰撞损伤。夹爪内侧软质缓冲层分散夹紧力,防止薄壁内胆局部受压变形;防滑纹理增大摩擦力,避免工件打滑偏移。送料过程速度平滑、无冲击振动,避免工件因惯性碰撞损伤;定位精确,减少工件与工位部件的磕碰摩擦。系统具备工件防碰撞功能,检测到工件位置异常时自动停机,防止工件与设备部件碰撞损坏。多方位工件保护,确保每一件内胆工件在生产过程中完好无损,提升产品合格率,减少报废损失。低功耗红外焊接切削设备品牌