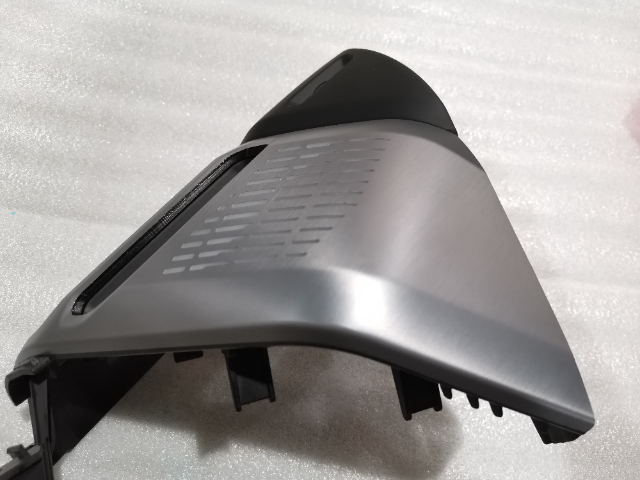
涂胶设备胶线径的选择需结合内饰件的受力情况与环境要求:例如汽车门板的受力部位(如扶手下方)需 8mm 粗胶线,确保剥离力≥10N/25mm;非受力部位(如装饰亮条)需 2mm 细胶线,满足外观要求即可。设备配备 8 套不同口径的喷嘴(1mm、1.2mm、1.5mm、2mm、2.5mm、3mm、3.5mm、4mm),喷嘴更换采用快换接口,更换时间≤2 分钟,同时系统内置 “胶线径 - 喷嘴 - 流量 - 速度” 匹配数据库,操作人员只需输入目标胶线径(如 6mm),系统自动推荐喷嘴口径(2.5mm)、线胶速度(350mm/s)与出胶流量(10cm³/min),无需手动计算。以某车型塑料立柱与顶棚的粘接为例,立柱边缘需 3mm 细胶线(避免溢胶污染顶棚面料),立柱中部需 6mm 粗胶线(确保结构强度),设备通过更换喷嘴(1.5mm→2.5mm)并调用对应参数,在同一产品上实现两种胶线径的涂覆,粘接后边缘溢胶率 0.3%,中部剥离力 9.8N/25mm,完全满足设计要求。涂胶设备通过 RobotStudio 离线编程优化路径,避免汽车内饰件 PUR 涂胶偏差。东莞涂胶设备优势

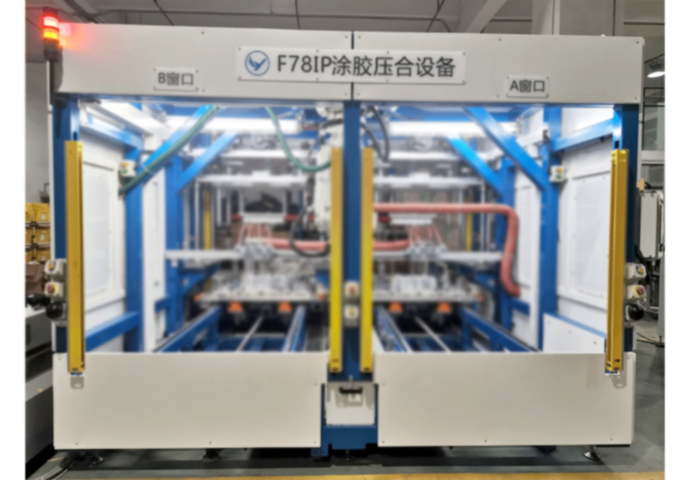
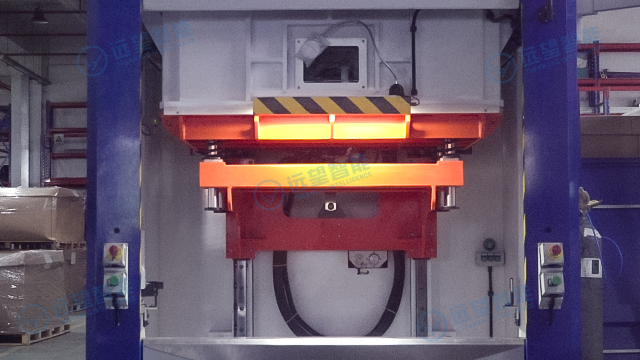
涂胶设备的伺服压合机构通过 “压力闭环控制 + 柔性压合” 技术,为汽车内饰件塑料 PUR 热熔胶粘接提供均匀且准确的压合力,确保粘接面充分接触,提升粘接强度与稳定性。机构关键采用伺服电机驱动滚珠丝杠(重复定位精度 ±0.02mm),配合压力传感器(量程 0-500N,精度 ±0.5N)构建闭环控制系统,压合力可在 50-200N 范围内准确调节,压合速度可在 5-20mm/s 内设定,压合时间可根据 PUR 热熔胶固化特性(初固时间约 10-15 秒)调整为 8-20 秒。针对不同材质与结构的内饰件,伺服压合可实现差异化压合策略。压合机构还配备柔性压头(采用硬度 50 Shore A 的硅胶材质),压头表面与内饰件粘接面轮廓保持一致(通过 3D 打印定制),避免局部压力集中导致的内饰件表面凹陷(凹陷率从传统刚性压头的 3% 降至 0.1%),符合汽车行业的严苛要求。小型涂胶设备解决方案汽车内饰件涂胶设备 CT 时间 < 45S,快速完成 PUR 热熔胶粘接压合,提升产能。

涂胶设备的双工位交叉单独工作台采用 “防错定位” 设计,通过多种传感器确保汽车内饰件在夹具上的定位准确,避免因定位偏差导致的涂胶偏移或压合不良。定位系统包含 3 种传感器:一是光电传感器(检测内饰件是否放置到位,避免漏放);二是激光位移传感器(测量内饰件的 X、Y、Z 轴坐标,定位精度 ±0.05mm,判断是否偏移);三是视觉传感器(识别内饰件上的定位孔或特征点,确保方向正确,避免放反)。当内饰件放置到夹具上后,传感器依次进行检测:若光电传感器未检测到内饰件(漏放),系统禁止启动涂胶,提示 “请放置内饰件”;若激光位移传感器检测到坐标偏差 > 0.1mm(偏移),系统提示 “定位偏移,请调整”;若视觉传感器识别到内饰件方向错误(放反),系统提示 “方向错误,请翻转”。只有当所有传感器检测合格后,系统才允许启动后续工序(涂胶、压合)。
涂胶设备的双工位交叉单独工作台配备 “柔性夹具” 设计,通过可调节的定位块与支撑点,适配同一系列不同规格的汽车内饰件(如同一车型的高低配门板),减少夹具更换次数,提升设备柔性。夹具的定位块采用滑块式设计,通过调节螺栓可在 X、Y 轴方向移动(调节范围 ±50mm),适应内饰件尺寸的微小变化(如高低配门板的宽度差异 30mm);支撑点采用可更换的硅胶垫(不同厚度:5mm、8mm、10mm),通过更换硅胶垫厚度,适应内饰件高度的差异(如高低配门板的厚度差异 5mm)。柔性夹具无需更换整个夹具,只需调整定位块位置或更换硅胶垫,调整时间≤10 分钟,远短于传统特定夹具的更换时间(30 分钟)。以某车型的高低配塑料门板为例,高配门板宽度 1200mm、厚度 8mm,低配门板宽度 1170mm、厚度 5mm;采用柔性夹具后,调整定位块位置(X 轴方向移动 30mm)、更换硅胶垫(从 8mm 变为 5mm),10 分钟内即可完成适配,设备可快速切换生产高低配门板,无需准备两套特定夹具。柔性夹具设计减少了夹具的数量(从每套车型 2-3 套夹具减少至 1 套),降低了夹具的制造成本(年节约夹具成本约 5 万元)与存储空间,同时提升了设备的多品种适配能力。RobotStudio 离线编程使涂胶设备能提前规划,适配汽车内饰件复杂 PUR 涂胶路径。
涂胶设备的伺服压合系统与自动条码打印系统联动,可将压合工艺参数(如压力、速度、保压时间)写入追溯条码,实现压合质量的全流程追溯,尤其便于分析压合参数与粘接强度的关联性。当伺服压合系统完成工件压合后,会将该工件的压合参数(如压力 110N、速度 15mm/s、保压时间 16 秒)传输至条码打印系统,系统将这些参数编码到追溯条码中,打印并粘贴在工件上。后续质量检测环节(如剥离力测试)中,若某工件剥离力不达标(如只 18N<20N),工作人员可扫描追溯条码,查询其压合参数,排查是否因参数设置不当导致(如压力过低 100N,低于标准值 110N)。在某车企的质量改进案例中,通过分析多件剥离力不达标的工件追溯数据,发现这些工件的压合保压时间均小于 15 秒(标准 15-20 秒),技术人员将保压时间下限调整为 16 秒后,剥离力达标率从 97% 提升至 99.8%。该联动机制还支持压合参数的大数据分析,工程师可通过 MES 系统采集多批次工件的压合参数与剥离力数据,建立 “参数 - 强度” 关联模型(如压力每增加 10N,剥离力提升 2N),为工艺优化提供数据支撑,使粘接强度的稳定性进一步提升。双工位交叉工作台减少涂胶设备等待时间,提升汽车内饰件生产效率。东莞自动涂胶设备
高至 400mm/s 的线胶速度,使涂胶设备能快速完成大面积汽车内饰件 PUR 涂胶。东莞涂胶设备优势
涂胶设备的红外保温系统采用 “智能温控算法”,可根据环境温度与 PUR 热熔胶批次特性自动调整保温参数,确保不同工况下胶水粘度稳定,提升设备的环境适应性。系统内置温度传感器(测量范围 0-150℃,精度 ±0.5℃),实时采集车间环境温度(如夏季 35℃、冬季 10℃),并根据环境温度偏差调整保温目标值:环境温度每升高 5℃,胶桶保温温度降低 1℃(如夏季胶桶温度设为 88℃,冬季设为 92℃);环境温度每降低 5℃,输胶管路保温温度升高 1℃(冬季管路温度设为 97℃,夏季设为 93℃)。针对不同批次的 PUR 热熔胶(如不同厂家、不同生产日期的胶水,粘度特性可能存在差异),系统支持手动输入胶水的 “温度 - 粘度曲线”,例如某批次胶水在 90℃时粘度 1600mPa・s,在 95℃时粘度 1400mPa・s,系统自动将保温温度设定为 92℃,确保粘度在 1500mPa・s 左右(较为合适的涂胶粘度)。东莞涂胶设备优势