涂胶设备的胶线径检测功能与红外保温系统联动,可根据胶线径的实际偏差调整胶料温度,补偿因胶料粘度变化导致的线径波动。当视觉传感器检测到胶线径小于设定值(如目标 5mm,实际 4.8mm)时,可能是因胶料粘度偏高(导致出胶量不足),系统会将线径偏差信号传输至红外保温系统,适当提升胶料温度(如从 95℃升至 97℃),降低粘度,增加出胶量,使胶线径恢复至目标值;若胶线径大于设定值(如 5.2mm),则降低胶料温度(如降至 93℃),提升粘度,减少出胶量。例如某批次 PUR 胶的粘度略高于标准值,导致胶线径偏小(4.7mm),系统提升胶料温度 2℃后,粘度从 1800cP 降至 1600cP,出胶量增加 4%,胶线径恢复至 4.9mm(偏差 0.1mm)。该联动机制的响应时间≤1 秒,可实时补偿线径偏差,避免因胶料粘度缓慢变化导致的批量线径异常。在某车企的连续生产测试中,采用该联动机制后,胶线径的批量偏差率从 7% 降至 1%,无需人工频繁调整喷嘴或出胶参数,减少了操作工作量。红外保温装置均匀加热,确保涂胶设备内 PUR 热熔胶各区域温度一致。江苏小型涂胶设备
涂胶设备的双工位交叉单独工作台采用 “抗振动设计”,通过减震脚垫与刚性框架结合,减少设备运行过程中的振动对涂胶与压合精度的影响,尤其适配车间内多设备同时运行的环境(易产生共振)。工作台框架采用强度高的铝合金型材(型号 6061-T6),经过时效处理,刚性提升 30%,可有效抑制振动传导;工作台底部安装 4 个充气式减震脚垫(阻尼系数 0.3,承载能力 500kg / 个),可根据车间地面平整度调整高度(调整范围 ±10mm),并吸收外部振动(如相邻冲压设备产生的 10Hz 振动)。当设备运行时(机器人运动速度 400mm/s,伺服压合速度 50mm/s),工作台的振动振幅控制在 0.01mm 以内,远低于影响胶线精度的阈值(0.05mm)。在某车间的振动测试中,未采用抗振动设计的工作台振动振幅达 0.08mm,导致胶线径偏差达 0.3mm(超出 0.2mm 的允许范围);采用抗振动设计后,振幅降至 0.01mm,胶线径偏差≤0.1mm,出胶重量精度误差控制在 3% 以内。此外,工作台还配备振动监测传感器,当外部振动超过安全阈值(如振幅 0.05mm)时,系统发出报警并降低机器人运动速度(如从 400mm/s 降至 300mm/s),进一步确保涂胶精度。新款涂胶设备欢迎选购出胶重量精度误差 5%,使涂胶设备涂覆的 PUR 热熔胶能保证汽车内饰件粘接质量。
涂胶设备的 RobotStudio 离线编程功能支持 “多机器人协同编程”,可适配汽车内饰件大型复杂结构(如 MPV 的整体仪表板、SUV 的全景天窗框架)的涂胶需求,提升涂胶效率。当内饰件尺寸较大(如长度 1.8m、宽度 1.2m)或胶线路径过长(如总长 15m),单台机器人涂胶时间超过 45 秒(CT 时间上限)时,可采用 2 台或 3 台机器人协同涂胶:通过 RobotStudio 在虚拟环境中划分涂胶区域,设定机器人的运动轨迹与动作时序(避免协同过程中碰撞),同时匹配各机器人的涂胶参数(如 1 号机器人线胶速度 350mm/s、胶线径 5mm,2 号机器人线胶速度 320mm/s、胶线径 4mm)。编程完成后,通过以太网将程序分别上传至各机器人控制器,协同涂胶时,主机器人(1 号)通过 Profinet 总线向从机器人(2 号)发送同步信号,确保两台机器人同时启动涂胶、同时完成涂胶,总涂胶时间从单机器人的 55 秒缩短至 30 秒,满足 CT 时间 < 45S 的需求。
涂胶设备通过 “线胶速度与胶线径的动态匹配算法”,实现不同涂胶路径下胶量的准确控制,避免因路径复杂度导致的胶量不均。算法的关键是根据涂胶路径的曲率变化(直线、圆弧、折线)自动调整线胶速度,同时保持胶线径稳定:在直线段(曲率为 0),采用较高线胶速度(350-400mm/s),配合对应出胶流量(如 8-12cm³/min),确保胶线径达到设定值(如 5mm);在圆弧段(曲率半径 R≤50mm),线胶速度自动降低 10%-20%(如从 350mm/s 降至 280-315mm/s),同时保持出胶流量不变,避免因离心力导致胶线被 “甩细”(直径从 5mm 变为 4.2mm);在折线段(夹角≤90°),线胶速度降低 30%-40%(如从 350mm/s 降至 210-245mm/s),防止拐点处胶线堆积(直径从 5mm 变为 6.5mm)。算法还考虑胶线的重叠区域(如门板与立柱的搭接处,需两段胶线重叠 5mm),在重叠区域自动降低出胶流量 15%,避免重叠处胶量过多导致溢胶。伺服压合的闭环控制,使涂胶设备对汽车内饰件 PUR 粘接压力控制更准确。

涂胶设备的线胶速度调节功能与 RobotStudio 离线编程联动,可在虚拟环境中根据涂胶路径的复杂度预设不同段的线胶速度,实现 “一段一速” 的准确控制,进一步优化涂胶时间与质量。复杂的涂胶路径(如汽车仪表板的 “U” 型边框 + 窄缝组合路径)通常包含直线段、曲线段、窄缝段,不同段落对速度的要求不同:直线段可采用 400mm/s 的高线速,曲线段需降至 300mm/s 以保证路径跟随精度,窄缝段需降至 250mm/s 以避免胶线溢出。在 RobotStudio 中,工程师可将涂胶路径按段落划分(如分为 3 段),为每段设置对应的线胶速度,生成 “速度 - 路径” 关联程序;下载至设备后,机器人在运行过程中会自动根据段落切换速度,无需人工干预。例如某仪表板的涂胶路径包含 1.2m 直线段(400mm/s)、0.8m 曲线段(300mm/s)、0.5m 窄缝段(250mm/s),总涂胶时间只 6.8 秒,较全程采用 300mm/s 的速度缩短 2.2 秒。该联动机制还支持速度切换的平滑过渡(加速度 0.5m/s²),避免速度突变导致的出胶量波动(如从 400mm/s 骤降至 250mm/s 时,出胶量偏差≤1%)。在某车企的多段路径涂胶测试中,采用 “一段一速” 控制后,涂胶时间平均缩短 15%,同时胶线质量无下降,出胶重量精度误差保持在 4% 以内。2-8mm 胶线径调节,使涂胶设备能准确匹配汽车内饰件 PUR 涂胶工艺要求。远望智能涂胶设备24小时服务
RobotStudio 离线编程使涂胶设备能提前规划,适配汽车内饰件复杂 PUR 涂胶路径。江苏小型涂胶设备
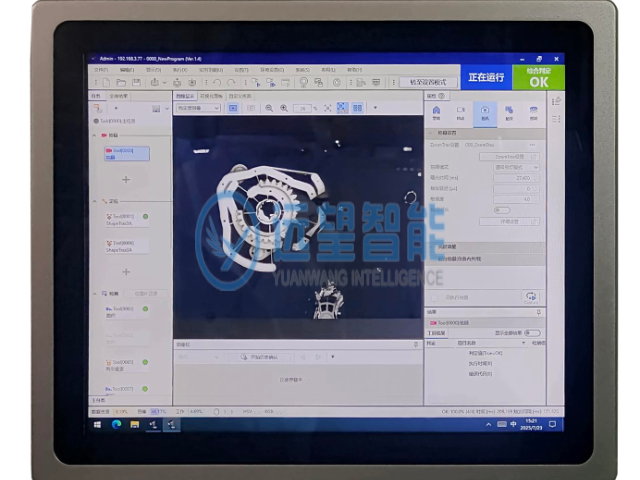
涂胶设备的胶线径控制采用 “视觉反馈闭环” 技术,通过实时拍摄胶线图像,动态调整出胶流量或线胶速度,确保胶线径准确符合设定值。视觉传感器安装于机器人末端(随机器人移动)或工作台固定位置(覆盖涂胶区域),实时拍摄胶线图像,通过图像识别算法计算胶线的实际宽度(精度 ±0.05mm);将实际宽度与设定值(如 5mm)对比,若实际宽度大于设定值的 10%(如 5.5mm),系统自动降低出胶流量 5%-8%(如从 10cm³/min 降至 9.2-9.5cm³/min);若实际宽度小于设定值的 10%(如 4.5mm),自动提升出胶流量 5%-8%;若实际宽度偏差在 ±5% 以内,保持参数不变。视觉反馈的响应时间≤0.5 秒,确保在胶线出现偏差时快速调整,避免偏差扩大。以某汽车内饰件的塑料饰条粘接为例,胶线径设定为 3mm,未启用视觉反馈时,因喷嘴磨损(口径从 1.2mm 变为 1.3mm),胶线径逐渐变为 3.3mm,溢胶率达 3%;启用视觉反馈后,系统检测到胶线径变大,自动将出胶流量从 5cm³/min 降至 4.7cm³/min,胶线径恢复至 3.0±0.1mm,溢胶率降至 0.2%。视觉反馈闭环技术使胶线径的控制精度从 ±0.3mm 提升至 ±0.1mm,进一步保障了汽车内饰件的粘接质量。江苏小型涂胶设备