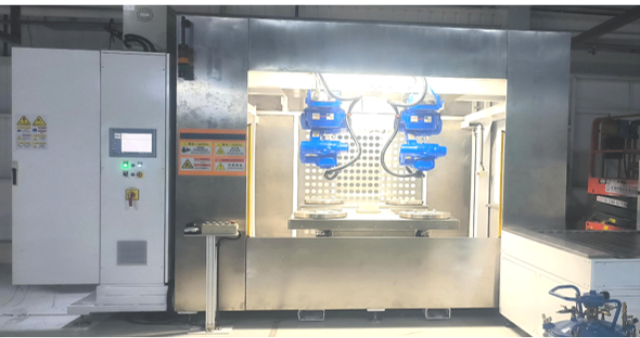
涂胶设备的转台式双工位与双机器人的协同控制逻辑,是实现高节拍喷胶生产的关键技术保障。系统采用西门子 S7-1500 PLC 作为主控制器,通过 Profinet 总线实现转台、机器人、计量系统、烤箱的实时数据交互(数据传输速率 100Mbps),构建 “工位状态 - 机器人动作 - 工艺参数” 的闭环控制。协同逻辑设定为:当工位 A 完成上料后,PLC 发送 “工位就绪” 信号至机器人控制器,机器人 1 与 2 同步启动喷胶程序;喷胶过程中,PLC 实时接收机器人的 “喷胶进度” 信号(如 “50% 完成”“100% 完成”),当喷胶完成后,立即发送 “转台切换” 信号至分度盘驱动器,转台在 5 秒内旋转 180°,将工位 A 送至烤箱入口,同时工位 B 旋转至喷胶区域;烤箱根据 PLC 发送的 “工件类型” 信号(如 “塑料件”“皮革件”),自动调用对应的温度与时间参数,实现无缝衔接。涂胶设备全功能协同(双工位 + 双机器人 + 计量等),高效服务汽车内饰包覆前喷胶。水性喷胶设备头

涂胶设备的喷枪压力控制技术,为不同汽车内饰材料的喷胶质量提供准确适配。设备配备进口比例压力阀(精度 ±0.02MPa),可将喷枪压力在 0.2-0.6MPa 范围内精确调节,配合压力传感器实时反馈(采样频率 100Hz),形成压力闭环控制。针对不同材料特性设定压力参数:处理脆性塑料件(如 PC/ABS 合金仪表板框架)时,采用 0.3-0.4MPa 低压喷胶,避免高压导致塑料件边缘崩裂;处理致密皮革(如纳帕皮)时,采用 0.5-0.6MPa 中高压喷胶,确保胶水能渗透至皮革表层纤维;处理多孔布料(如针织面料)时,采用 0.2-0.3MPa 低压喷胶,防止胶水过度渗透至布料背面导致污染。压力控制还与喷幅、速度联动:当喷幅从 15° 调至 60° 时,压力自动从 0.5MPa 降至 0.3MPa,避免宽幅喷胶时因压力过高导致胶雾扩散;当机器人速度从 500mm/s 提升至 1000mm/s 时,压力从 0.3MPa 升至 0.4MPa,确保单位长度的胶量一致。系统还具备压力波动补偿功能:若车间压缩空气压力波动(如从 0.7MPa 降至 0.6MPa),比例压力阀在 0.1 秒内自动调整开度,维持喷枪压力稳定(波动≤±0.03MPa)。通过准确的压力控制,不同材料的喷胶均匀性误差控制在 ±5% 以内,胶层厚度偏差≤0.02mm,为后续包覆工艺提供稳定的粘接基础。水性喷胶设备头汽车内饰涂胶设备恒温烤箱定时功能,匹配布料包覆前喷胶的胶层固化时长。

涂胶设备的喷幅调节功能,通过机械与软件协同实现对不同尺寸汽车内饰件的适配。喷枪采用可调节扇形喷嘴(型号如 Nordson 7800 系列),通过旋转喷嘴上的调节旋钮,可将喷幅在 15-60° 范围内无级调整,同时配合机器人路径规划软件,实现喷幅与工件尺寸的准确匹配。针对小型内饰件(如直径 50mm 的空调出风口拨片),喷幅调至 15° 窄幅,机器人沿拨片边缘以 500mm/s 低速喷胶,胶线宽度控制在 2-3mm,准确覆盖粘接区域;针对中型内饰件(如 300mm×200mm 的门板饰板),喷幅调至 30° 中幅,机器人采用 “回字形” 路径喷胶,兼顾效率与均匀性;针对大型内饰件(如 1800mm×1200mm 的汽车顶棚),喷幅调至 60° 宽幅,机器人沿顶棚长度方向以 1000mm/s 高速扫掠喷胶,单次扫掠覆盖宽度达 300mm,只需 6 次扫掠即可完成全表面喷胶,喷胶时间控制在 20 秒以内。喷幅调节还与胶水雾化颗粒联动:窄幅喷胶时雾化颗粒调至 50-100μm,确保胶线边缘清晰;宽幅喷胶时雾化颗粒调至 150-200μm,确保大面积胶层均匀。通过喷幅的灵活调节,设备可适配从 50mm×50mm 到 2000mm×1500mm 的全尺寸汽车内饰件喷胶,无需更换喷枪,换型时间缩短至 2 分钟以内。
涂胶设备的恒温定时流水线烤箱在不同胶水类型干燥时的工艺参数库建设,为多品种胶水喷胶提供了快速适配方案。设备内置 “胶水 - 工艺参数” 数据库,包含 20 种常用汽车内饰喷胶胶水的合适的干燥参数,如:溶剂型丙烯酸胶(温度 60℃,时间 70 秒)、水性 PVA 胶(温度 55℃,时间 80 秒)、低温固化 PUR 胶(温度 50℃,时间 60 秒)、热熔胶(温度 70℃,时间 50 秒)等。每种胶水的参数均经过 100 组实验验证,确保干燥后的胶层剪切强度≥1.5N/mm,含水率≤1%。当更换胶水类型时,操作人员只需在人机界面选择胶水名称(如 “低温固化 PUR 胶”),系统自动调用对应的温度、时间参数,同时调整烤箱内的热风循环速度(如 PUR 胶干燥时风速 1.2m/s,热熔胶干燥时风速 1.5m/s)。数据库支持参数自定义添加:若导入新型胶水(如生物基 PUR 胶),操作人员可通过 “参数测试” 功能,设定不同的温度(45-65℃)与时间(50-90 秒)组合,进行 10 组试干燥,系统自动记录每组的胶层强度与含水率,推荐合适的参数(如温度 52℃,时间 65 秒)并添加至数据库。通过工艺参数库,胶水更换时的工艺调试时间从 1 小时缩短至 5 分钟,调试成本降低 80%,同时确保新胶水的干燥质量稳定。涂胶设备雾化颗粒 50-200μm,适配汽车塑料内饰精细部位包覆前喷胶。
涂胶设备的双机器人喷胶系统在高速喷胶(1000mm/s)时的稳定性控制,确保了大尺寸内饰件喷胶的效率与质量兼顾。系统从三个方面提升高速喷胶稳定性:一是机器人刚性优化,选用高刚性六轴机器人(如发那科 LR Mate 200iD/7L),机器人手臂的刚性提升 20%,高速运动时的振动幅度控制在 0.1mm 以内,避免振动导致的胶线偏移;二是喷枪固定优化,采用双点夹紧机构将喷枪固定在机器人末端,夹紧力提升至 500N,喷枪与机器人的相对位置偏差≤0.02mm,防止高速喷胶时喷枪松动;三是路径平滑性优化,通过 RobotStudio 软件对喷胶路径进行 “平滑处理”,将路径中的尖角(如 90° 转角)优化为圆弧过渡(半径 5mm),机器人在转角处的速度从 1000mm/s 平稳降至 800mm/s,再升至 1000mm/s,避免速度骤变导致的胶量波动(波动≤±2%)。针对高速喷胶时的胶水供应稳定性,伺服供胶泵采用 “大流量供胶” 设计,配合 1L 大容量胶水缓冲罐,确保高速喷胶时胶水供应无断流。通过这些优化,机器人在 1000mm/s 高速喷胶时,胶线位置偏差≤0.05mm,胶量波动≤±3%,大尺寸内饰件(如 2000mm×1500mm 的汽车地毯)的喷胶时间控制在 30 秒以内,效率提升 50% 的同时,质量稳定性仍保持高位。涂胶设备的胶水称重系统,实时反馈汽车布料包覆前喷胶的用量数据。水性喷胶设备头
汽车内饰涂胶设备喷枪压力 < 0.6MPa,防止皮革包覆前喷胶时材料损伤。水性喷胶设备头
涂胶设备的转台式双工位在汽车内饰 “大尺寸异形件”(如汽车天窗框架)喷胶中的定位与支撑优化,解决了大尺寸件喷胶时的 “晃动”“变形” 问题。针对大尺寸件重量大(5-8kg)、易弯曲特点,工位工作台采用 “加强型铝合金框架”(壁厚 8mm),台面铺设 10mm 厚钢板,承载能力提升至 20kg,避免台面弯曲导致的工件定位偏差。固定机构采用 “多点联动吸附 + 机械顶撑” 组合:工作台面均匀布置 16 个真空吸盘,根据天窗框架的轮廓分布在关键支撑点;同时在框架下方设置 4 个可调节机械顶撑,顶撑面采用硅胶材质,通过激光位移传感器监测框架平面度,实时调整顶撑高度,确保框架平面度误差≤0.1mm。转台驱动系统升级为大功率伺服电机(扭矩 150N・m),配合高精度行星减速器,转台旋转时的角速度波动≤0.05rad/s,避免离心力导致大尺寸件边缘晃动(晃动量≤0.05mm)。通过定位与支撑优化,大尺寸天窗框架的喷胶路径偏差控制在 ±0.08mm 以内,胶层均匀性误差≤3%,后续与玻璃的粘接间隙≤0.1mm,满足天窗密封性能要求。水性喷胶设备头