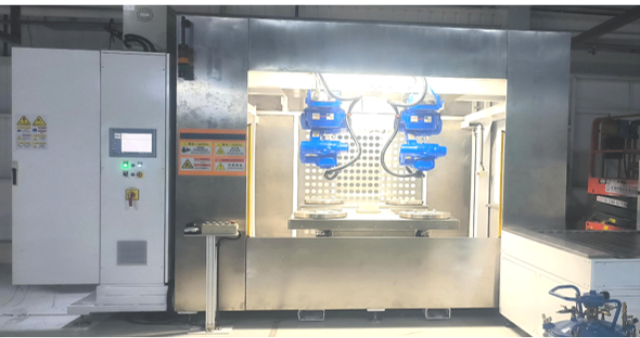
涂胶设备的双机器人喷胶系统在不规则曲面内饰件(如汽车座椅头枕的弧形皮革)喷胶中的路径适配优化,实现了曲面胶层的均匀覆盖。系统采用 “3D 路径规划 + 实时距离补偿” 技术:通过 RobotStudio 软件导入头枕弧形皮革的 3D 曲面模型,软件自动生成沿曲面轮廓的 3D 喷胶路径(路径点间距 0.5mm),确保喷枪与曲面表面的距离恒定(15±0.5mm);喷胶时,机器人末端的激光距离传感器(测量范围 0-100mm,精度 ±0.1mm)实时检测喷枪与曲面的实际距离,若因曲面误差(如弧形半径偏差 0.2mm)导致距离变化,PLC 立即调整机器人 Z 轴位置,补偿距离偏差,确保胶层厚度均匀。针对曲面的凹凸区域(如头枕的凹陷处),机器人速度从 800mm/s 降至 600mm/s,喷幅从 45° 调至 30°,增加喷胶停留时间,确保凹陷处胶层无漏喷;针对曲面的凸起区域,速度提升至 1000mm/s,喷幅调至 60°,避免胶量堆积。胶水雾化颗粒根据曲面曲率调整:曲率半径小的区域(如 R5mm)用 50-100μm 颗粒,确保胶层贴合曲面;曲率半径大的区域(如 R20mm)用 150-200μm 颗粒,提升喷胶效率。通过 3D 路径与距离补偿,不规则曲面内饰件的胶层厚度偏差≤0.01mm,曲面覆盖率达 100%,后续包覆时无气泡、褶皱等缺陷,粘接合格率达 99.2%。涂胶设备双机器人喷胶 + 喷枪压力 < 0.6MPa,轻柔处理汽车皮革包覆前喷胶。上海直销喷胶设备

涂胶设备的防爆除尘预警系统在多设备集群生产中的联动控制,构建了车间级的安全防护网络。系统采用工业以太网将多台涂胶设备的防爆除尘预警模块连接至车间监控中心,监控中心的 SCADA 系统实时显示每台设备的可燃气体浓度、粉尘浓度、设备运行状态(如 “正常”“一级预警”“二级预警”)。除尘系统采用 “集中吸尘 + 分区控制” 模式:多台设备共用一套中心负压吸尘系统(负压 - 0.08MPa),每台设备的吸尘管路配备电动阀门,SCADA 系统根据各设备的粉尘浓度数据,动态调节阀门开度(如粉尘浓度高的设备阀门开至 100%,低的开至 50%),实现吸尘能量的合理分配。通过集群联动控制,车间内的可燃气体浓度始终控制在 20% LEL 以下,粉尘浓度≤25mg/m³,较单设备单独控制时的安全冗余度提升 50%,同时中心吸尘系统的能耗降低 30%。上海直销喷胶设备涂胶设备的恒温定时流水线烤箱,加速塑料内饰包覆前喷胶后的胶层固化。

涂胶设备的双机器人喷胶系统在多材质混合内饰件(如塑料骨架 + 布料 + 皮革的汽车门板总成)喷胶中的协同作业优化,实现了单一设备对多材质的一体化喷胶。系统采用 “任务分工 + 时序同步” 协同策略:机器人 1 负责塑料骨架的喷胶(路径复杂,需窄喷幅),采用 0.4MPa 压力、15° 喷幅、500mm/s 速度,胶线径 0.8mm;机器人 2 负责布料与皮革的喷胶(路径规整,需宽喷幅),布料区域用 0.3MPa 压力、60° 喷幅、1000mm/s 速度,皮革区域用 0.5MPa 压力、30° 喷幅、800mm/s 速度。两台机器人通过 PLC 时序控制,同步启动喷胶,机器人 1 完成塑料骨架喷胶(18 秒)后,等待机器人 2 完成布料与皮革喷胶(22 秒),两者同步结束后,转台旋转切换工位,确保整体喷胶节拍一致(22 秒 / 工位)。针对多材质交接区域(如塑料骨架与布料的拼接处),机器人 1 与 2 采用 “搭接喷胶”:机器人 1 喷胶至交接处边缘(预留 1mm 搭接量),机器人 2 从交接处边缘向内 1mm 喷胶,形成无缝搭接,避免交接处胶层空缺。
涂胶设备的双机器人喷胶系统在喷胶过程中的碰撞防护机制,避免了机器人与工件、设备之间的碰撞损伤。系统采用 “虚拟边界 + 实时监测” 双重防护:在 RobotStudio 离线编程时,为每个机器人设定虚拟工作边界,若编程路径超出边界,软件立即提示并禁止下载程序;喷胶时,机器人控制器实时监测各轴的电流与位置,若某轴电流突然增大(如碰撞时电流超额定值 150%)或位置偏差超 ±0.5mm,立即触发急停(响应时间≤0.01 秒),同时机器人手臂自动回退 5mm,避免持续碰撞。机器人末端还安装有碰撞传感器(检测力范围 0-500N,精度 ±1N),当喷枪与工件或设备发生轻微碰撞(碰撞力≥50N)时,传感器立即发送信号至控制器,触发急停。针对双机器人协同作业的碰撞风险,系统采用 “动态干涉检查” 算法:实时计算两台机器人的位置坐标,若两者距离小于安全阈值(30mm),自动降低其中一台机器人的速度(从 1000mm/s 降至 500mm/s),直至距离恢复至安全范围。通过碰撞防护机制,机器人碰撞事故率从 5% 降至 0.1% 以下,单次碰撞的维修成本从数万元降至零,设备的平均无故障工作时间(MTBF)提升至 3000 小时以上。汽车内饰涂胶设备双机器人速度 500-1000mm/s,快速处理布料包覆前喷胶。

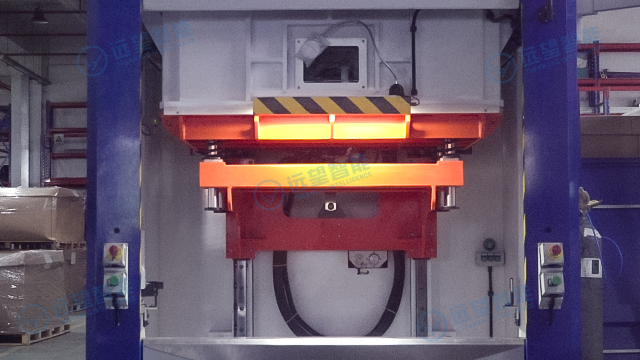
涂胶设备的转台式双工位在汽车内饰 “大尺寸异形件”(如汽车天窗框架)喷胶中的定位与支撑优化,解决了大尺寸件喷胶时的 “晃动”“变形” 问题。针对大尺寸件重量大(5-8kg)、易弯曲特点,工位工作台采用 “加强型铝合金框架”(壁厚 8mm),台面铺设 10mm 厚钢板,承载能力提升至 20kg,避免台面弯曲导致的工件定位偏差。固定机构采用 “多点联动吸附 + 机械顶撑” 组合:工作台面均匀布置 16 个真空吸盘,根据天窗框架的轮廓分布在关键支撑点;同时在框架下方设置 4 个可调节机械顶撑,顶撑面采用硅胶材质,通过激光位移传感器监测框架平面度,实时调整顶撑高度,确保框架平面度误差≤0.1mm。转台驱动系统升级为大功率伺服电机(扭矩 150N・m),配合高精度行星减速器,转台旋转时的角速度波动≤0.05rad/s,避免离心力导致大尺寸件边缘晃动(晃动量≤0.05mm)。通过定位与支撑优化,大尺寸天窗框架的喷胶路径偏差控制在 ±0.08mm 以内,胶层均匀性误差≤3%,后续与玻璃的粘接间隙≤0.1mm,满足天窗密封性能要求。涂胶设备的胶水称重系统,为汽车皮革包覆前喷胶工艺优化提供数据支撑。厂家喷胶设备前景
汽车内饰涂胶设备的胶水称重精密计量系统,确保塑料包覆前喷胶量准确。上海直销喷胶设备
涂胶设备的胶水称重精密计量系统在 “胶水粘度波动” 工况(如环境温度变化、胶水批次差异导致粘度变化 ±20%)中的自适应调节,确保胶量计量精度稳定。系统新增 “粘度在线检测” 模块:在供胶管路中安装旋转粘度计(测量范围 500-10000mPa・s,精度 ±5%),实时监测胶水粘度变化,每 10 秒向控制模块发送一次数据。当检测到粘度升高(如从 2000mPa・s 升至 2400mPa・s)时,控制模块自动提升伺服供胶泵转速(从 1500rpm 升至 1800rpm),同时增加喷枪压力(从 0.3MPa 升至 0.35MPa),补偿粘度升高导致的供胶阻力增加;若粘度降低(如从 2000mPa・s 降至 1600mPa・s),则降低泵转速与喷枪压力,避免胶量溢出。为应对胶水批次间的粘度差异,系统内置 “粘度 - 参数” 映射表,存储 10 种常见粘度区间对应的供胶参数(如 1500-2000mPa・s 对应泵转速 1400rpm、压力 0.28MPa),换批次时只需输入新胶水粘度值,系统自动调用对应参数。通过自适应调节,胶水粘度波动 ±20% 时,喷胶量误差仍控制在 ±4% 以内,较无调节时的 ±12% 误差明显降低,确保不同批次、不同环境下的喷胶质量一致性。上海直销喷胶设备