- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
电机定转子的焊接对精度要求极高。定子铁芯由硅钢片叠压而成,焊接时不能损伤绝缘涂层;转子的焊点分布在圆周上,位置精度要求严格。机器人点焊生产线在电机制造中采用小电流焊接模式,配合高精度视觉定位系统,确保焊点位置偏差控制在极小范围内。对于大批量生产的微特电机,机器人点焊线的节拍可以做到20至30秒,满足高效生产的需求。电机属于旋转部件,焊接强度直接影响产品寿命,机器人焊接的一致性让每台电机的焊点质量都保持在同一水平。随着新能源汽车驱动电机需求的增长,机器人点焊线在电机行业的应用正在快速扩展,成为电机企业提升产能和质量的重要手段。机器人焊接系统可实现多种焊接模式,灵活多变。南通智能机器人点焊生产线
电极是点焊工艺中的消耗件,其寿命直接影响生产成本和焊点质量。机器人点焊生产线通过焊接参数的优化和电极压力的稳定控制,有效延长了电极的使用寿命。人工焊接时,由于压力波动大,电极容易出现过度磨损或粘连,寿命通常在几千次焊接。机器人焊接的压力控制精度高,电极磨损更加均匀,寿命可延长至上万次焊接。系统还具备电极寿命监测功能,通过统计焊接次数和监测电极电阻变化,在电极接近寿命终点时自动提醒更换,避免因电极老化导致的焊点质量下降。一些产线还配备了自动修磨装置,对轻微磨损的电极进行在线修磨,进一步降低了电极消耗成本。电极寿命的延长意味着停机换电极的次数减少,产线的有效运行时间更长。南京智能工厂机器人点焊生产线集成商点焊机器人在制造业中发挥着重要作用。

汽车座椅骨架由数十根钢管和冲压件焊接而成,焊点数量多、空间狭小,人工焊接难度大。机器人点焊生产线在座椅骨架制造中表现出色。多台机器人从不同方向同时焊接,配合伺服变位机快速翻转骨架,整线节拍可控制在40至60秒。座椅骨架的管材直径通常在16至32毫米之间,焊接电流需要根据管壁厚度自动调节。机器人点焊线通过参数自适应功能,能够根据不同位置的板厚自动匹配焊接电流,无需人工干预。座椅属于安全件,焊接强度要求严格,机器人焊接的每个焊点都有完整的参数记录,满足车企对可追溯性的要求。对于同时生产多款座椅的企业,机器人点焊线的快速换型能力让不同骨架的切换时间压缩到分钟级别。
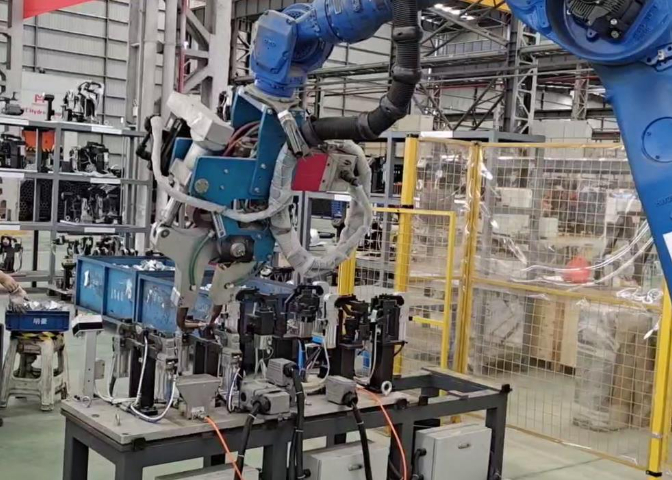
性能方面,产线搭载六轴工业机器人,重复定位精度稳定,运动响应迅速,可实现复杂空间轨迹平稳运行。焊接系统采用中频逆变电源,电流输出平稳,搭配伺服加压机构,电极压力可控,确保每点焊接能量一致。单台机器人焊接节拍可达 2–4 秒 / 点,24 小时连续运行无中断,可满足大规模量产节奏。控制系统具备多轴联动能力,轨迹插补顺滑,焊接过程无明显抖动,焊点成型均匀。该产线优势突出,可减少人工依赖,降低**度作业带来的人力波动风险。焊接过程参数闭环可控,减少人为操作差异导致的质量波动,提升成品一致性。产线集成实时数据采集模块,可记录电流、压力、时间等关键参数,便于生产追溯与工艺优化。设备运行稳定,维护便捷,易损件更换流程简单,日常保养工作量低,长期使用可降低综合运营成本。农业机械部件加工适配度高,设备耐环境干扰,贴合农机车间生产条件。

现代产品经常使用多种材料的组合,如钢与铝、不锈钢与镀锌板等。不同材料的导电率、导热率和熔点差异很大,对焊接参数的要求也不同。机器人点焊生产线支持多组焊接参数的存储和切换,针对不同材料组合可以调用对应的电流、时间和压力参数。对于钢铝异种材料的焊接,系统采用特殊的焊接波形控制,先用大电流击穿铝板表面的氧化层,再用小电流完成焊核形成,避免铝板被烧穿。不锈钢的电阻率高,需要更大的焊接电流,机器人可以自动切换到对应的参数组。这种多材料适应能力让一条产线能够焊接多种材料组合的产品,减少了为不同材料单独建设产线的需要,降低了设备投资总额。集成物料输送机构,实现上下料自动化流转,打造一体化连续生产流程。江苏流水机器人点焊生产线调试
生产线的设计充分考虑了人机协作,提高了效率。南通智能机器人点焊生产线
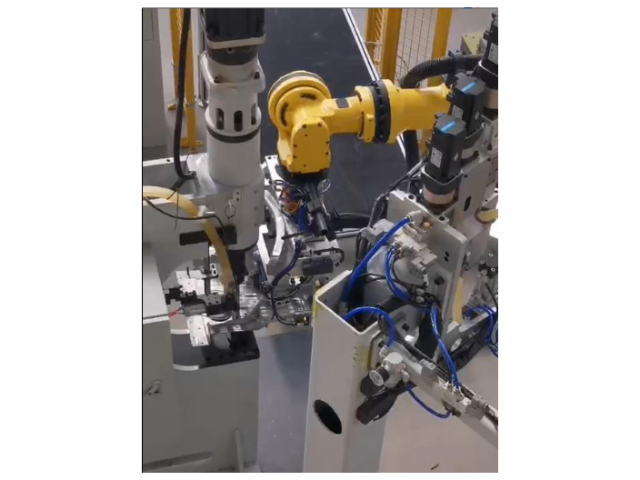
无锡帝木自动化系统科技有限公司机器人点焊生产线,适配新能源汽车领域电池托盘、车身连接件等部件焊接,可处理铝合金、高强度钢等材料,满足新能源汽车轻量化、**度焊接要求。生产线采用轻量化焊钳设计,适配新能源汽车狭小空间焊点布局,提升焊点可达性。搭配自适应焊接控制系统,可根据材料特性自动调整焊接参数,适配铝钢异种材料焊接需求。性能方面,生产线采用中频逆变焊接电源,电流输出稳定,适配铝合金焊接热敏感性特点,减少焊接变形与裂纹。机器人运动精度高,可完成密集、高精度焊点焊接,适配新能源汽车电池托盘多焊点、高密封要求。配备温度与压力实时监控系统,动态调整焊接过程参数,保障焊点质量稳定。南通智能机器人点焊生产线
- 南通智能机器人点焊生产线上下料 2026-07-19
- 无锡智能机器人点焊生产线调试 2026-07-19
- 机器人点焊生产线管理系统 2026-07-19
- 泰州智能机器人点焊生产线上下料 2026-07-19
- 宿迁智能机器人点焊生产线搭建 2026-07-19
- 南通智能机器人点焊生产线 2026-07-19
- 流水机器人点焊生产线服务商 2026-07-18
- 宿迁机器人点焊生产线集成商 2026-07-18
- 连云港智能工厂机器人点焊生产线解决方案 2026-07-18
- 连云港智能工厂机器人点焊生产线调试 2026-07-18
- 扬州机器人点焊生产线集成商 2026-07-18
- 连云港智能机器人点焊生产线多少钱 2026-07-18