- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
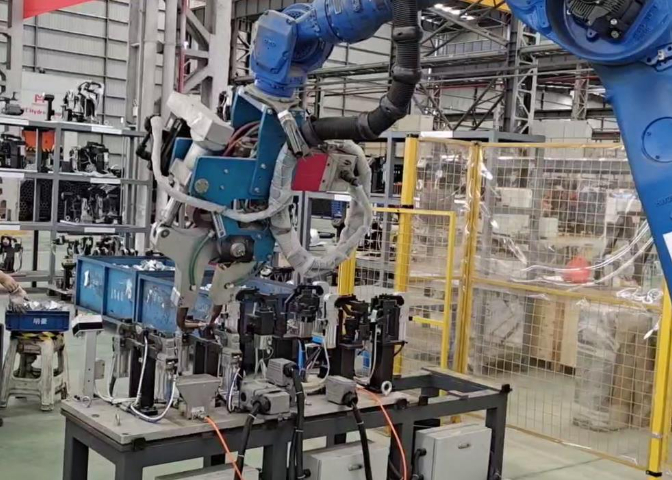
机器人点焊生产线需要与工厂的其他系统进行数据交互,通讯能力是衡量产线集成水平的重要指标。主流的机器人控制器支持Profinet、EtherNet/IP、ModbusTCP等工业通讯协议,可以与PLC、MES、ERP等系统无缝对接。通过OPCUA协议,产线数据可以上传至云端平台,实现远程监控和数据分析。整线的I/O信号通过总线传输,减少了布线数量和接点故障率。与自动上下料系统的集成让工件从入库到焊接完成全程无人化,AGV或输送线将工件送到上料位,机器人完成焊接后,成品自动流转到下一工序。这种高度集成的产线让工厂的物流和信息流更加顺畅,也为后续引入更多自动化设备打下了基础。机器人焊接技术的应用提升了生产安全性。宿迁智能机器人点焊生产线搭建

焊接电源是点焊质量的重要部件。机器人点焊生产线通常采用中频逆变焊接电源,频率在1000至4000赫兹之间,相比传统工频电源具有响应速度快、输出稳定、能耗低等优点。中频电源能够在极短时间内(几毫秒)完成电流的上升和下降,让焊接过程更加可控。一些更高电源还支持多脉冲焊接技术,通过在主焊接电流前后叠加预热脉冲和回火脉冲,改善焊点的内部组织,提高焊点强度。电源的控制精度通常在±1%以内,确保每个焊点的能量输入保持一致。先进的电源还具备自诊断功能,能够监测变压器温度、电容状态等参数,在异常时提前预警,避免突发故障影响生产。浙江机器人点焊生产线搭建采用模块化设计,便于生产线的扩展和维护。

电极是点焊工艺中的消耗件,其寿命直接影响生产成本和焊点质量。机器人点焊生产线通过焊接参数的优化和电极压力的稳定控制,有效延长了电极的使用寿命。人工焊接时,由于压力波动大,电极容易出现过度磨损或粘连,寿命通常在几千次焊接。机器人焊接的压力控制精度高,电极磨损更加均匀,寿命可延长至上万次焊接。系统还具备电极寿命监测功能,通过统计焊接次数和监测电极电阻变化,在电极接近寿命终点时自动提醒更换,避免因电极老化导致的焊点质量下降。一些产线还配备了自动修磨装置,对轻微磨损的电极进行在线修磨,进一步降低了电极消耗成本。电极寿命的延长意味着停机换电极的次数减少,产线的有效运行时间更长。
新能源汽车电池托盘通常由铝板或钢铝混合材料制成,焊接工艺要求严格。铝合金的导热系数高,焊接时热量散失快,需要更大的焊接电流和更短的焊接时间。机器人点焊生产线针对这类材料做了专项优化,采用中频逆变焊接电源,能够在极短时间内输出大电流,同时配合伺服加压系统,在焊点形成的瞬间施加稳定的电极压力。整线配备焊缝跟踪系统,即使工件存在一定的装配偏差,机器人也能自动修正焊接位置,避免焊偏。电池托盘属于安全件,焊接质量直接关系到整车安全,机器人点焊的可追溯性让每一个焊点都有完整的参数记录,满足车企对质量档案的要求。这种产线在新能源汽车零部件工厂中的需求正在快速增长。生产线的设计符合工业4.0标准,具备高度智能化。

机器人点焊生产线的日常维护工作量远低于人工产线。机器人本体的维护主要包括减速器润滑油更换、皮带张力检查和电池更换,这些工作通常每半年至一年进行一次。焊接电源的维护主要是清洁散热系统和检查电缆连接,频率约为每季度一次。夹具的维护主要是清理电极头和检查定位销的磨损情况,每天开工前进行。相比人工产线需要频繁调整焊接参数、更换电极、维修气动元件等工作,机器人点焊线的维护内容更加简单和规律。系统还具备故障自诊断功能,当某个部件出现异常时会在操作界面上显示报警信息和处理建议,减少了对专业维修人员的依赖。这种低维护特性让企业的设备管理更加轻松。印刷设备支架焊接形变可控,维持设备精度,保障印刷作业正常开展。连云港机器人点焊生产线供应商
机器人焊接可减少工人疲劳,提高工作效率和安全性。宿迁智能机器人点焊生产线搭建
制造业普遍面临招工难的问题,点焊岗位尤其突出。工作环境差、劳动强度大、技能要求高,让年轻人对点焊岗位望而却步。机器人点焊生产线从根本上改变了用工结构,把繁重的焊接工作交给机器人,人只需负责上下料和简单的设备看管。这种用工模式对工人的技能要求大幅降低,普通劳动力经过短期培训即可胜任。一些企业反映,引入机器人点焊线后,不再需要为招不到点焊工而发愁,产线的人员配置从十几人减少到两三人,而且不受节假日和人员流动的影响。对于劳动力成本持续上升的地区,机器人点焊线是应对用工荒、稳定产能的务实选择。宿迁智能机器人点焊生产线搭建
- 南通智能机器人点焊生产线上下料 2026-07-19
- 无锡智能机器人点焊生产线调试 2026-07-19
- 机器人点焊生产线管理系统 2026-07-19
- 泰州智能机器人点焊生产线上下料 2026-07-19
- 宿迁智能机器人点焊生产线搭建 2026-07-19
- 南通智能机器人点焊生产线 2026-07-19
- 流水机器人点焊生产线服务商 2026-07-18
- 宿迁机器人点焊生产线集成商 2026-07-18
- 连云港智能工厂机器人点焊生产线解决方案 2026-07-18
- 连云港智能工厂机器人点焊生产线调试 2026-07-18
- 扬州机器人点焊生产线集成商 2026-07-18
- 连云港智能机器人点焊生产线多少钱 2026-07-18