- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
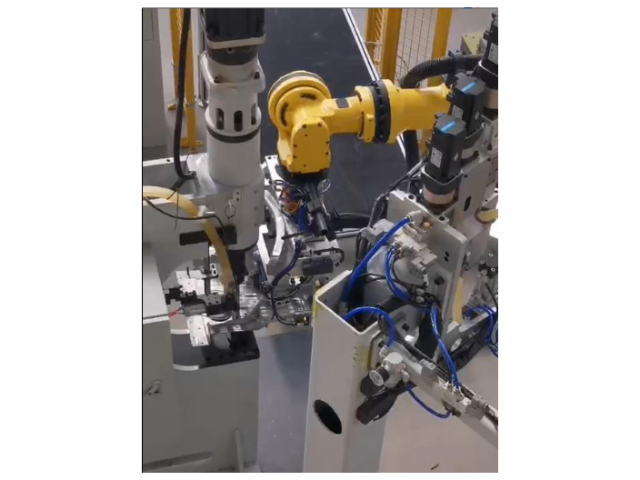
无锡帝木自动化系统科技有限公司机器人点焊生产线,适配家电制造行业金属外壳与框架焊接,涵盖冰箱、空调、洗衣机等产品钣金结构,可处理薄板拼接与小型部件连接,满足家电产品批量生产需求。生产线采用柔性机器人工作站设计,可根据产品尺寸与焊点布局快速调整程序,适配不同规格家电产品,减少换线调试时间。配备可调节工装夹具,能适配工件尺寸差异,无需频繁更换工装,提升生产线对多品类产品的兼容能力。性能层面,生产线采用伺服驱动系统,机器人运动响应迅速,焊接节拍稳定,单焊点作业时间可控在 2–4 秒,适配家电行业高效生产节奏。焊接电源输出稳定,电流调节范围宽,可适配不同材质与厚度板材焊接,焊点熔核大小均匀,连接牢固。搭载视觉引导系统,可自动定位焊点位置,补偿工件装夹偏差,提升焊接位置准确性,减少焊接缺陷。点焊机器人可以与其他设备无缝对接。南京智能机器人点焊生产线调试

制造业普遍面临招工难的问题,点焊岗位尤其突出。工作环境差、劳动强度大、技能要求高,让年轻人对点焊岗位望而却步。机器人点焊生产线从根本上改变了用工结构,把繁重的焊接工作交给机器人,人只需负责上下料和简单的设备看管。这种用工模式对工人的技能要求大幅降低,普通劳动力经过短期培训即可胜任。一些企业反映,引入机器人点焊线后,不再需要为招不到点焊工而发愁,产线的人员配置从十几人减少到两三人,而且不受节假日和人员流动的影响。对于劳动力成本持续上升的地区,机器人点焊线是应对用工荒、稳定产能的务实选择。无锡智能机器人点焊生产线通过优化焊接参数,提升了产品的一致性和可靠性。

无锡帝木自动化系统科技有限公司机器人点焊生产线,适配轨道交通领域不锈钢、铝合金车体部件焊接,涵盖车厢框架、座椅支架、连接构件等,满足轨道交通产品**度、高密封性焊接要求。生产线采用多机器人协同作业模式,可完成大型曲面构件与复杂结构件焊接,适配轨道交通产品大尺寸、多焊点生产特点。配备焊接工装与变位机,可调整工件姿态,优化焊接角度,确保焊点可达性与焊接质量。性能表现上,生产线采用**度机械臂结构,刚性强,负载能力适配轨道交通重型工件焊接,长期运行稳定可靠。焊接系统具备自适应参数调节功能,可根据材质变化自动匹配焊接电流与压力,避免虚焊、烧穿等问题,保障焊接强度。搭载多传感器融合监控系统,实时监测焊接过程压力、电流、位移等参数,异常情况自动预警,提升生产稳定性。
新能源汽车电池托盘通常由铝板或钢铝混合材料制成,焊接工艺要求严格。铝合金的导热系数高,焊接时热量散失快,需要更大的焊接电流和更短的焊接时间。机器人点焊生产线针对这类材料做了专项优化,采用中频逆变焊接电源,能够在极短时间内输出大电流,同时配合伺服加压系统,在焊点形成的瞬间施加稳定的电极压力。整线配备焊缝跟踪系统,即使工件存在一定的装配偏差,机器人也能自动修正焊接位置,避免焊偏。电池托盘属于安全件,焊接质量直接关系到整车安全,机器人点焊的可追溯性让每一个焊点都有完整的参数记录,满足车企对质量档案的要求。这种产线在新能源汽车零部件工厂中的需求正在快速增长。机器人焊接系统的使用提高了生产灵活性。

五金配件种类繁多,包括铰链、滑轨、支架、弹簧座等,单个零件体积小但焊点要求严格。传统人工点焊在这类产品上经常出现虚焊、焊穿等问题,尤其在薄板件的焊接中,人工很难控制电流和压力的匹配。机器人点焊生产线通过恒流控制技术,能在焊接过程中实时调节电流输出,确保每一个焊点的能量输入保持稳定。对于五金件这种小批量、多品种的生产模式,机器人点焊线支持离线编程,操作人员在电脑上模拟焊接路径后直接导入机器人,不需要在产线上逐一示教。这种方式让新产品导入的时间从几天缩短到几个小时。夹具采用模块化设计,针对不同零件只需更换局部模块,降低了夹具的制作和维护成本,让五金企业也能用上自动化焊接方案。家电钣金件加工适配性强,点焊效率高,满足家电行业规模化生产要求。镇江机器人点焊生产线调试
电子设备外壳点焊精致,热影响范围小,保护内部元件不受损伤。南京智能机器人点焊生产线调试
现代产品经常使用多种材料的组合,如钢与铝、不锈钢与镀锌板等。不同材料的导电率、导热率和熔点差异很大,对焊接参数的要求也不同。机器人点焊生产线支持多组焊接参数的存储和切换,针对不同材料组合可以调用对应的电流、时间和压力参数。对于钢铝异种材料的焊接,系统采用特殊的焊接波形控制,先用大电流击穿铝板表面的氧化层,再用小电流完成焊核形成,避免铝板被烧穿。不锈钢的电阻率高,需要更大的焊接电流,机器人可以自动切换到对应的参数组。这种多材料适应能力让一条产线能够焊接多种材料组合的产品,减少了为不同材料单独建设产线的需要,降低了设备投资总额。南京智能机器人点焊生产线调试
- 机器人点焊生产线检测 2026-07-17
- 江苏流水机器人点焊生产线装配 2026-07-17
- 苏州机器人点焊生产线搭建 2026-07-17
- 徐州智能机器人点焊生产线上下料 2026-07-17
- 浙江智能工厂机器人点焊生产线工作站 2026-07-17
- 南京智能机器人点焊生产线调试 2026-07-17
- 宿迁智能机器人点焊生产线哪家好 2026-07-16
- 宿迁流水机器人点焊生产线检测 2026-07-16
- 南京智能机器人点焊生产线调试 2026-07-16
- 扬州智能机器人点焊生产线 2026-07-16
- 扬州智能机器人点焊生产线调试 2026-07-16
- 无锡智能工厂机器人点焊生产线哪家好 2026-07-16