- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
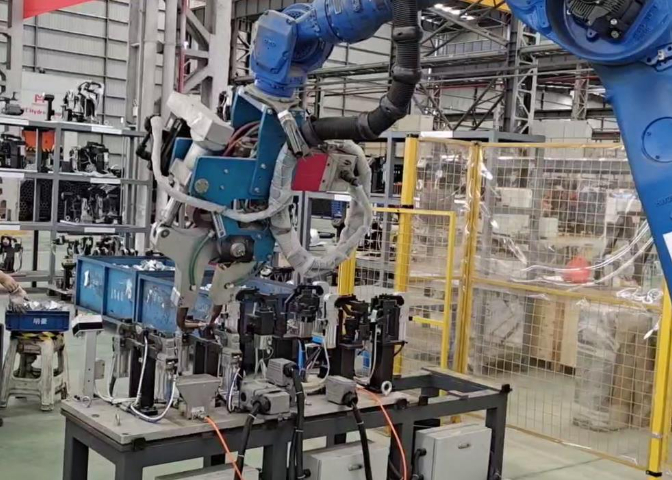
工厂的土地和厂房资源日益紧张,设备的占地面积成为选型时的重要考量。机器人点焊生产线采用紧凑型布局设计,多台机器人围绕一个中心变位机布置,共享上下料区域,比传统的多工位人工产线节省30%至50%的占地面积。以一条6机器人、200焊点的产线为例,占地面积通常在150至200平方米之间,而同等产能的人工产线需要300平方米以上。紧凑的布局还带来了物料运输距离的缩短,工件在各工位之间的流转更加顺畅。对于新建工厂来说,更小的占地面积意味着更低的厂房建设成本;对于老工厂改造来说,机器人点焊线可以在有限的空间内实现产能的提升。占地面积的优化让企业在寸土寸金的工业园区中获得了更大的布局灵活性。多机器人协同作业模式,同步完成多点位焊接,进一步加快生产节拍。江苏流水机器人点焊生产线装配
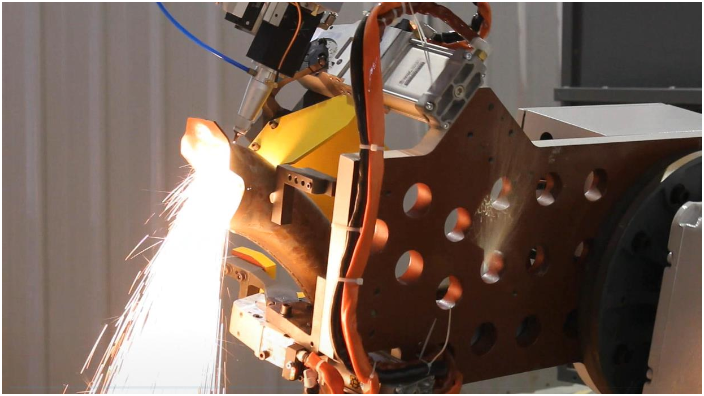
无锡帝木自动化系统科技有限公司机器人点焊生产线,适配新能源汽车领域电池托盘、车身连接件等部件焊接,可处理铝合金、高强度钢等材料,满足新能源汽车轻量化、**度焊接要求。生产线采用轻量化焊钳设计,适配新能源汽车狭小空间焊点布局,提升焊点可达性。搭配自适应焊接控制系统,可根据材料特性自动调整焊接参数,适配铝钢异种材料焊接需求。性能方面,生产线采用中频逆变焊接电源,电流输出稳定,适配铝合金焊接热敏感性特点,减少焊接变形与裂纹。机器人运动精度高,可完成密集、高精度焊点焊接,适配新能源汽车电池托盘多焊点、高密封要求。配备温度与压力实时监控系统,动态调整焊接过程参数,保障焊点质量稳定。南京智能机器人点焊生产线工作站集成物料输送机构,实现上下料自动化流转,打造一体化连续生产流程。

点焊过程中会产生大量热量,电极和焊接电缆需要有效的冷却才能保持稳定的工作状态。机器人点焊生产线配备的冷却系统,通常采用循环水冷方式。冷却水的流量和温度由控制器实时调节,确保电极温度始终在允许范围内。当冷却水温度过高或流量不足时,系统会自动降低焊接频率或停机报警,防止因过热导致的焊接质量问题。一些产线还采用油冷方式,冷却效果更好,适用于高频率焊接的场景。冷却系统的稳定运行直接影响电极寿命和焊点质量,因此在选型时需要关注冷却能力是否与焊接频率匹配。良好的冷却设计让机器人点焊线在长时间连续运行时依然保持稳定的焊接性能。
点焊作业涉及大电流、高温和金属飞溅,人工操作时存在烫伤、触电等安全风险。机器人点焊生产线把焊接过程完全封闭在防护围栏内,操作人员只需在安全区域进行上下料,不直接接触焊接区域。焊接时产生的烟尘通过局部排风系统收集处理,工作环境的空气质量得到改善。机器人本身具备碰撞检测功能,当遇到异常阻力时会自动停止运动,避免设备损坏和安全事故。整线配备安全光栅和门锁互锁装置,人员进入危险区域时机器人自动停机。这些安全措施让工厂的工伤事故率大幅降低,也让企业在安全生产方面的管理压力减小。对于劳动密集型的焊接车间来说,机器人点焊线是改善工作环境、降低安全风险的有效手段。机器人点焊系统可实现实时数据记录,便于追溯。

很多制造企业实行两班或三班倒的生产模式,人工产线在夜班时面临工人疲劳、效率下降、质量波动等问题。机器人点焊生产线不受班次影响,24小时都能保持相同的焊接质量和生产节拍。夜班只需安排少量工人负责上下料和巡视,不需要配备完整的焊接班组。这种全天候运行能力让工厂的设备利用率从人工时代的60%至70%提升到85%以上。对于订单量大、交期紧张的企业,多班运行意味着更高的日产量和更短的交付周期。而且,机器人不存在夜班津贴和加班费的问题,夜班的人工成本大幅降低。多班运行的支持让机器人点焊线的产能优势得到充分发挥。船舶配件焊接耐盐雾腐蚀,适应海洋环境,延长船舶配件使用周期。镇江机器人点焊生产线上下料
通过优化焊接参数,提升了产品的一致性和可靠性。江苏流水机器人点焊生产线装配
无锡帝木自动化系统科技有限公司机器人点焊生产线,适配金属家具行业管材、板材结构焊接,涵盖桌椅框架、货架、金属柜等产品,可处理不同规格管材与薄板焊接,满足金属家具批量生产需求。生产线采用柔性机器人工作站,可快速切换焊接程序,适配不同家具产品结构,减少换线时间。配备可调式工装夹具,可适配管材与板材不同尺寸,无需频繁更换工装,提升生产适配性。性能表现上,生产线焊接电源适配管材与板材焊接,电流调节范围广,焊点牢固,外观平整,减少后续打磨工序。机器人运动灵活,可完成多角度、多方向焊接,适配家具框架复杂结构焊接需求。搭载焊接参数记忆功能,可存储不同产品焊接参数,快速调用,提升换线效率。江苏流水机器人点焊生产线装配
- 流水机器人点焊生产线服务商 2026-07-18
- 宿迁机器人点焊生产线集成商 2026-07-18
- 连云港智能工厂机器人点焊生产线解决方案 2026-07-18
- 连云港智能工厂机器人点焊生产线调试 2026-07-18
- 扬州机器人点焊生产线集成商 2026-07-18
- 连云港智能机器人点焊生产线多少钱 2026-07-18
- 机器人点焊生产线检测 2026-07-17
- 江苏流水机器人点焊生产线装配 2026-07-17
- 苏州机器人点焊生产线搭建 2026-07-17
- 徐州智能机器人点焊生产线上下料 2026-07-17
- 浙江智能工厂机器人点焊生产线工作站 2026-07-17
- 南京智能机器人点焊生产线调试 2026-07-17