粉体气力输送技术凭借其高效、密闭、环保、自动化的优势,应用覆盖化工、食品、医药、建材、冶金、粮食、电力等多个工业行业领域,成为各行业粉体物料转运的关键技术。在化工行业,用于输送纯碱、化肥、颜料、填料等腐蚀性、磨损性粉体;在食品行业,用于面粉、淀粉、奶粉、白糖、香料等卫生要求高的粉体输送;在医药行业,用于原料药、辅料等高纯度、高洁净度粉体输送;在建材行业,用于水泥、石灰、石膏、矿粉等大宗粉体的长距离输送;在冶金行业,用于矿石粉、合金粉等高温、高磨损粉体输送;在粮食行业,用于小麦、玉米、大米等谷物粉体的仓储与转运。不同行业根据自身物料特性与生产需求,选择适配的输送方式(负压 / 正压、稀相 / 密相)与设备配置,实现粉体物料的高效、安全、环保输送。粉体气力输送技术的普遍应用,不只提升了各行业的生产自动化水平与物流效率,还改善了车间环境,降低了物料损耗与安全隐患,推动各行业向绿色、高效、智能化方向发展。粉体气力输送采用密闭管道输送粉体物料,防尘防漏低损耗,普遍适配化工、食品、制药等工业生产场景。广西节能粉体气力输送案例

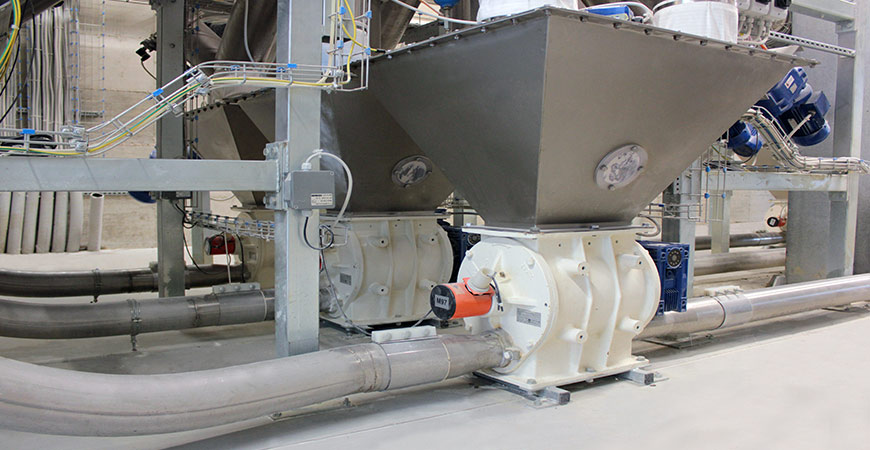
正压粉体气力输送设备是工业生产中应用普遍的粉体长距离输送方案,其工作原理是利用高压气源(如罗茨风机、空压机)产生的正压气流,在密闭管道内将粉体物料推送至指定的卸料点。与负压系统相比,正压系统能够提供更强的输送动力,有效克服管道沿程阻力与局部阻力,因此特别适合长距离(可达数百米甚至上千米)、大产量、高浓度的粉体输送需求。在建材、冶金、粮食加工等规模化生产行业,正压粉体气力输送设备能够实现从原料仓到生产线、或从生产车间到成品库的远距离连续传输,大幅提升物流效率。该系统通常由气源设备、供料装置(如旋转供料器)、输送管道、气固分离器与卸料仓组成,各组件协同工作,确保物料稳定输送。正压系统的供料端压力较高,对供料设备的密封性要求严格,需选用耐压性能良好的旋转阀或柱塞式下料器。尽管正压系统的设备投资与能耗相对较高,但其强大的输送能力与稳定性,使其成为长距离、大产量粉体传输场景的理想选择方案,为企业实现连续化、规模化生产提供了有力支撑。广东负压粉体气力输送调试高压粉体气力输送设备适应性强,可应对复杂地形与多点卸料需求。

粉体气力输送方案设计是一项系统工程,需系统结合物料特性(粒径、密度、流动性、腐蚀性、易燃易爆性)、输送参数(输送量、输送距离、卸料点数量)与现场工况(空间布局、环境条件、环保安全要求)进行综合考量,才能制定出高效、经济、可靠的输送方案。物料粒径与密度直接影响输送方式与气流速度:细粉、低密度物料流动性好,适合稀相高速输送;粗颗粒、高密度物料易沉积,需提高气流速度或采用密相输送。物料的腐蚀性、易燃易爆性决定设备材质与安全配置:腐蚀性物料需选用耐腐蚀材质,易燃易爆物料需配备防爆、防静电装置。输送距离与输送量决定系统压力与气源选型:长距离、大产量需采用高压、大功率气源;短距离、小产量可选用低压、小功率气源。现场空间布局影响管道走向与设备安装位置,需优化布局,减少阻力与占地面积。环保安全要求决定系统的密封性能与过滤配置,需确保无尘、安全排放。通过多维度综合考量,粉体气力输送方案设计能够实现系统性能、成本与适应性的理想平衡,为企业提供精确、高效的输送解决方案。
低压粉体气力输送方案以其运行压力低、设备损耗小、经济性高的特点,成为短距离粉体输送场景的理想选择方案。该方案通常采用低压风机(如罗茨风机、离心风机)作为气源,运行压力一般在 0.01-0.1MPa 之间,远低于高压输送系统。较低的运行压力不只降低了对设备材质与密封性能的要求,减少了设备投资成本,还大幅降低了风机、管道、阀门等关键组件的磨损与能耗,延长设备使用寿命,降低运行与维护成本。低压系统结构简单,安装便捷,占地面积小,特别适合输送距离较短(一般小于 50 米)、输送量适中、物料流动性较好的场景,如车间内的设备供料、料仓之间的短距离转运等。由于压力低,系统运行噪音小,操作安全性高,对车间环境友好。同时,低压粉体气力输送方案仍采用全封闭结构,能够有效杜绝粉尘泄漏,满足环保与清洁生产要求。对于无需长距离、大产量输送的中小企业或局部生产环节,低压粉体气力输送方案以其经济、实用、可靠的优势,实现了粉体物料的高效、低成本转运,是提升局部生产自动化水平的理想选择。粉体气力输送效率直接影响生产线的整体运行速度与物料损耗率。

稀相粉体气力输送技术是基础、应用普遍的气力输送方式,其关键特征是输送气流速度较高(通常在 15-30 米 / 秒),物料在管道内呈悬浮状态,气固比(物料质量与气体质量之比)较低。这种输送方式依赖高速气流的动能将物料悬浮并推送前进,因此对物料的流动性要求较高,适合颗粒均匀、流动性好、不易破碎、不易磨损管道的常规粉体,如面粉、白糖、水泥、塑料颗粒等。稀相系统的优势在于设备结构简单、投资成本低、操作便捷,对物料的适应性较强,能够满足大多数常规粉体的输送需求。由于流速较快,物料在管道内不易沉积,系统不易发生堵塞,运行稳定性较高。但需注意的是,高速气流会导致物料与管道壁之间的摩擦加剧,长期运行可能造成管道磨损,同时对于易碎、易破损的物料(如颗粒状药品、催化剂),高速输送可能导致物料破碎率上升,影响产品质量。因此,稀相粉体气力输送技术主要应用于对物料完整性要求不高、追求低成本与高效率的常规粉体输送场景,是工业生产中经济实用的基础输送方案。稀相粉体气力输送技术流速快,适用于流动性好、不易破碎的常规粉体。高压粉体气力输送设计
负压粉体气力输送设备结构简单,适合近距离、小产量的粉体输送。广西节能粉体气力输送案例
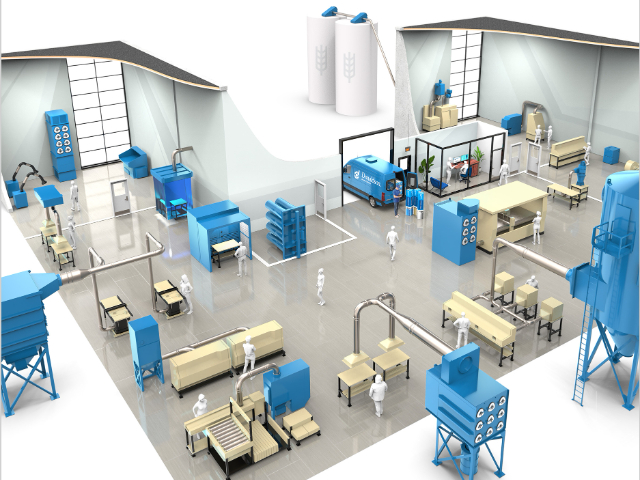
全自动粉体气力输送系统融合自动化控制与传感技术,实现从供料、输送、卸料到清灰的全流程自动化运行,无需人工干预,大幅提升输送效率与企业生产自动化水平。该系统配备 PLC 控制系统、触摸屏操作界面与各类传感器(如压力传感器、料位传感器、流量传感器),能够实时监测系统运行状态,自动调节风量、压力、输送量等关键参数,确保输送过程稳定高效。当料仓料位低于设定值时,系统自动启动输送程序;料位达到设定值时,自动停止输送,实现精确供料。同时,系统具备自动清灰、自动故障诊断与报警功能,当出现管道堵塞、压力异常等问题时,自动采取措施(如反吹清灰)并发出报警提示,无需人工巡检与操作。全自动运行模式不只降低了人工成本与劳动强度,还减少了人为操作带来的误差与安全隐患,提升了输送过程的稳定性与可靠性。在化工、食品、医药等规模化生产行业,全自动粉体气力输送系统是实现车间无人化、智能化运行的关键装备,能够有效提升生产线整体效率,降低生产成本,增强企业市场竞争力。广西节能粉体气力输送案例
广州宇特环境工程技术有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广州宇特环境工程技术供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!