连续粉体气力输送系统是实现生产线连续化、自动化生产的关键设备,其关键优势在于能够实现粉体物料的不间断输送,确保生产环节的供料稳定,避免因供料中断导致的生产线停机,大幅提升生产效率与设备利用率。该系统通过连续式供料装置(如旋转供料器、螺旋供料器)与稳定的气源配合,使物料在管道内持续流动,从供料端到卸料端形成不间断的输送流。连续输送模式特别适合于流水线生产、连续化反应等对供料连续性要求极高的场景,如塑料加工、食品加工、化工合成等行业。系统配备精确的流量控制与压力调节装置,能够根据生产线的实际需求实时调整输送量,确保供料与生产节奏精确匹配,避免物料堆积或供应不足。同时,连续粉体气力输送系统采用全封闭结构,杜绝粉尘泄漏,改善车间环境,符合环保要求。与间歇式输送相比,连续系统无需频繁启停,运行更稳定,设备损耗更小,长期运行成本更低。通过实现不间断供料,连续粉体气力输送系统为企业打造连续、高效、稳定的生产线提供了重要保障,是现代工业自动化生产的关键组成部分。低压粉体气力输送方案运行压力低,设备损耗小,适合短距离输送场景。广西医药粉体气力输送

高压粉体气力输送设备是应对复杂工况与长距离输送需求的关键装备,其运行压力通常在 0.1-0.7MPa 之间,能够产生强大的气流推力,有效克服长距离管道、复杂管路布局(如多弯头、变径)带来的高阻力,确保粉体物料稳定输送。该设备主要由高压空压机、高压供料器、耐磨管道、气固分离装置等组成,各组件均采用度、耐高压、耐磨损材质,适应高压运行环境。高压系统的输送距离可达数百米甚至上千米,能够实现从原料库区到生产车间、跨厂区的远距离粉体传输,大幅提升企业物流效率。同时,高压设备还能满足高浓度、大产量的输送需求,气固比高,输送效率明显提升。尽管高压系统的设备投资、能耗与维护成本相对较高,但其强大的适应性与输送能力,使其成为建材、冶金、化工等行业规模化生产的必备装备。对于存在复杂管路布局、长距离输送需求的企业,高压粉体气力输送设备能够有效解决传统输送方式效率低、易堵塞、粉尘污染等问题,保障生产线连续稳定运行,提升整体生产效率。广西全自动粉体气力输送原理粉体气力输送选型需匹配物料特性、输送量、距离与现场布局。

智能粉体气力输送设备是传统气力输送技术与现代信息技术融合的产物,其关键优势在于集成了实时监控、精确调节、数据分析与远程管理等功能,实现运行参数的精细化控制,提升系统运行效率与稳定性。该设备通过部署高精度传感器,实时采集输送过程中的风量、压力、流速、料气比、料位等关键参数,并将数据传输至集中控制系统。控制系统通过算法分析,自动调节风机转速、供料量、阀门开度等,确保运行参数始终处于理想区间,避免因参数波动导致的输送效率下降、管道堵塞或物料破损。同时,智能设备具备数据存储与追溯功能,可记录历史运行数据,便于企业进行工艺优化与质量分析。部分先进智能系统还支持远程监控与操作,管理人员可通过手机、电脑等终端实时查看设备状态,远程调节参数,实现跨区域管理。智能粉体气力输送设备不只提升了输送过程的精确度与稳定性,还降低了人工干预需求与运维成本,是工业 4.0 背景下粉体输送领域的重要发展方向,为企业实现智能化、数字化生产提供了有力支撑。
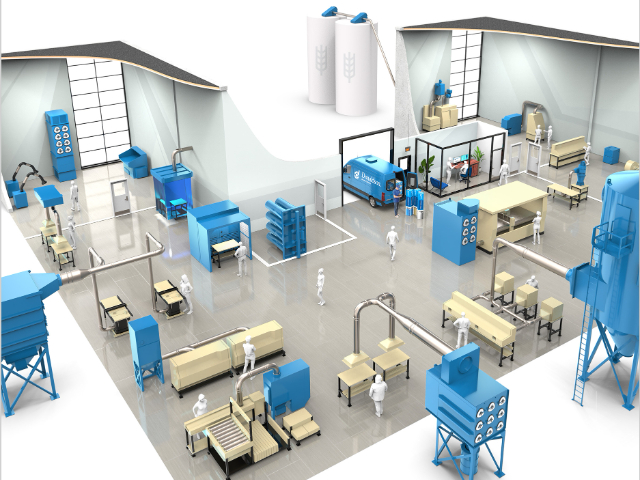
粉体气力输送技术凭借其高效、密闭、环保、自动化的优势,应用覆盖化工、食品、医药、建材、冶金、粮食、电力等多个工业行业领域,成为各行业粉体物料转运的关键技术。在化工行业,用于输送纯碱、化肥、颜料、填料等腐蚀性、磨损性粉体;在食品行业,用于面粉、淀粉、奶粉、白糖、香料等卫生要求高的粉体输送;在医药行业,用于原料药、辅料等高纯度、高洁净度粉体输送;在建材行业,用于水泥、石灰、石膏、矿粉等大宗粉体的长距离输送;在冶金行业,用于矿石粉、合金粉等高温、高磨损粉体输送;在粮食行业,用于小麦、玉米、大米等谷物粉体的仓储与转运。不同行业根据自身物料特性与生产需求,选择适配的输送方式(负压 / 正压、稀相 / 密相)与设备配置,实现粉体物料的高效、安全、环保输送。粉体气力输送技术的普遍应用,不只提升了各行业的生产自动化水平与物流效率,还改善了车间环境,降低了物料损耗与安全隐患,推动各行业向绿色、高效、智能化方向发展。智能粉体气力输送设备集成监控与调节功能,实现运行参数的精确控制。

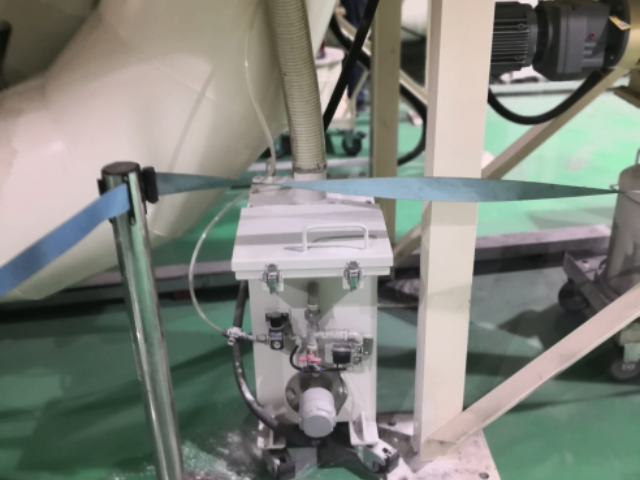
防爆粉体气力输送设备是专门针对化工、医药、粮食加工等行业中易燃易爆粉体(如铝粉、镁粉、面粉、淀粉、医药中间体)设计的安全型输送装备,其关键目标是在实现高效输送的同时,从源头杜绝粉尘爆燃风险,保障生产过程安全。粉尘爆燃的发生需要同时满足可燃物、氧化剂、点火源与密闭空间四个条件,防爆设备通过系统化的安全设计,消除点火源、控制粉尘浓度、阻断爆燃传播,实现安全输送。设备主体采用防静电、阻燃材质,所有管道与设备均可靠接地,消除静电积聚;电气组件(如电机、传感器、控制系统)均选用防爆等级认证产品,杜绝电气火花;系统配备火花探测与熄灭装置,及时消除潜在点火源;管道与料仓设置泄爆片、抑爆器、阻火器等安全装置,在爆燃初期实现泄压、抑爆与阻断,防止爆燃扩大。同时,防爆设备通过优化气流与供料设计,控制管道内粉尘浓度低于爆燃下限,避免形成爆燃性粉尘云。防爆粉体气力输送设备以其多维度的安全防护设计,能够有效防范粉尘爆燃风险,为涉及易燃易爆粉体的企业提供安全、可靠的输送解决方案,是保障企业安全生产的关键装备。密相粉体气力输送技术能减少物料破损,提升产品质量与成品率。广西医药粉体气力输送
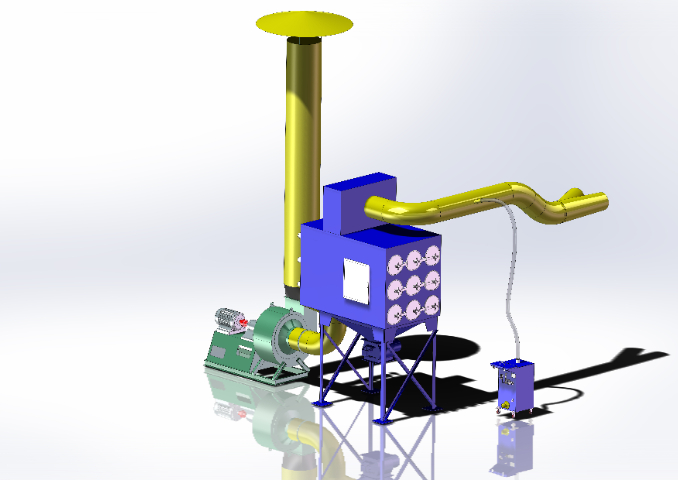
环保粉体气力输送系统全封闭结构,杜绝粉尘泄漏,符合清洁生产标准。广西医药粉体气力输送
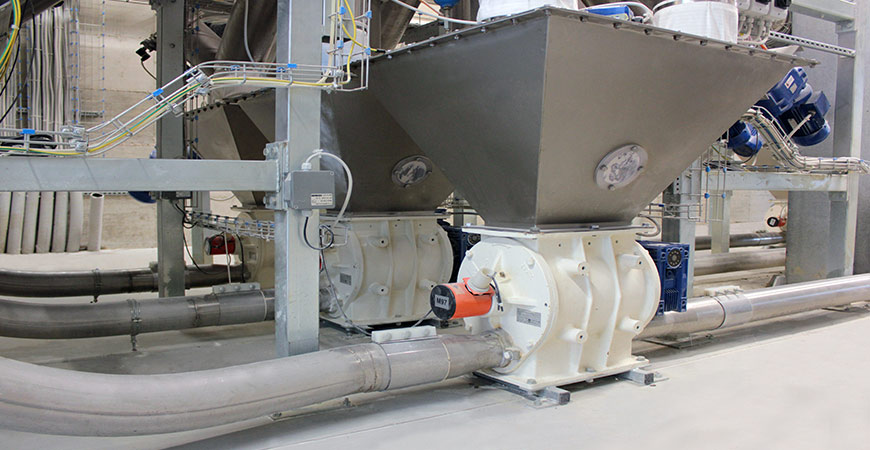
正压粉体气力输送系统凭借强大的输送能力与稳定性,普遍应用于长距离、大产量、集中供料的工业场景,是建材、冶金、化工、粮食等行业规模化生产的关键输送装备。该系统通过高压气流推送物料,能够有效克服长距离管道、复杂管路布局带来的高阻力,输送距离可达数百米甚至上千米,输送能力可达每小时数十吨以上,能够实现从原料库区到生产车间、跨厂区的大规模粉体连续传输。正压系统通常由空压机 / 罗茨风机、旋转供料器、输送管道、气固分离器、卸料仓等组成,供料端压力高,输送动力足,能够满足高浓度、大流量的输送需求,气固比高,输送效率明显提升。同时,正压系统能够实现多点供料、多点卸料,灵活适配复杂生产线的布局需求。尽管正压系统的设备投资与能耗相对较高,但其强大的输送能力与稳定性,使其成为长距离、大产量集中供料场景的理想选择方案,为企业实现连续化、规模化生产提供了有力支撑。广西医药粉体气力输送
广州宇特环境工程技术有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的环保中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,广州宇特环境工程技术供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!