食品粉体气力输送系统是食品行业实现原料与成品粉体安全输送的关键装备,其设计与制造严格遵循食品卫生标准(如 FDA、GB 14881),采用卫生级材质与结构,避免物料污染,保障食品安全,是食品生产企业的必备装备。食品粉体(如面粉、淀粉、奶粉、白糖、香料、食品添加剂)对卫生要求极高,任何污染都可能导致食品安全事故,危害消费者健康。食品粉体气力输送系统的接触物料部件均采用 304/316L 食品级不锈钢,表面抛光处理,无死角、易清洗,避免物料残留与细菌滋生;管道连接采用卫生级快装接头,密封性能好,拆卸清洗便捷,符合食品生产的清洁消毒要求。系统采用全封闭结构,杜绝外界灰尘、杂质、微生物进入物料,同时避免物料泄漏污染环境。此外,系统还具备自动清洗、自动灭菌功能,可定期对管道与设备进行清洗消毒,确保卫生达标。食品粉体气力输送系统不只保障了食品安全,还实现了无尘输送,改善车间环境,提升生产自动化水平。在面粉、奶粉、糖果、调味品等食品生产领域,该系统已成为实现清洁、高效、安全生产的关键支撑。间歇粉体气力输送系统灵活性高,适合多品种、小批量的生产模式。广东智能粉体气力输送设计

稀相粉体气力输送设备以其投资成本低、结构简单、操作便捷的优势,成为对物料破碎要求不高的常规粉体输送场景的经济实用方案,普遍应用于面粉、水泥、塑料颗粒等流动性好、不易破碎的粉体输送。该设备采用高速气流悬浮输送,气固比低,设备结构简单,主要由风机、供料器、管道、分离器组成,无需复杂的高压供料装置,设备投资与占地面积较小,安装维护便捷,特别适合中小企业或局部生产环节的粉体输送。稀相系统运行稳定,不易堵塞,对物料的适应性较强,能够满足大多数常规粉体的输送需求。但需注意的是,高速气流会导致物料与管道壁之间的摩擦加剧,对于易碎、易破损的物料,可能导致破碎率上升,影响产品质量。因此,稀相粉体气力输送设备主要应用于对物料完整性要求不高、追求低成本与高效率的常规粉体输送场景,是工业生产中经济实用的基础输送方案。广西间歇粉体气力输送改造稀相粉体气力输送设备投资成本低,适用于对物料破碎要求不高的场景。

高压粉体气力输送设备凭借强大的动力输出与灵活的管路设计,展现出出色的环境适应性,能够轻松应对复杂地形与多点卸料的严苛输送需求。该设备运行压力通常在 0.1-0.7MPa,高压气流可有效克服长距离、高落差、多弯头、变径等复杂管路带来的巨大阻力,确保粉体物料稳定输送。无论是跨楼层、跨车间的垂直提升输送,还是穿越障碍物、沿复杂路径的水平输送,高压系统均能通过合理的管路布局与压力调节实现稳定传输。在多点卸料场景中,设备通过精确的换向阀与流量分配装置,可将物料从单一供料点灵活输送至多个卸料点,满足不同生产单元的供料需求,实现物料的集中调度与高效分配。设备采用耐磨、耐压的度材质,适应粉尘、潮湿、振动等复杂工业环境,长期运行稳定可靠。高压粉体气力输送设备以其强大的适应性与灵活性,有效解决了复杂地形与多点卸料的输送难题,为企业生产线的灵活布局与高效运转提供了坚实保障。
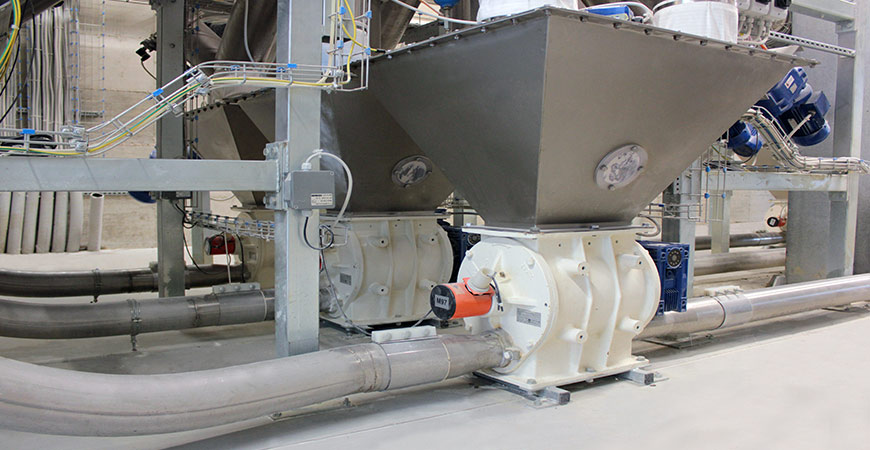
正压粉体气力输送设备是工业生产中应用普遍的粉体长距离输送方案,其工作原理是利用高压气源(如罗茨风机、空压机)产生的正压气流,在密闭管道内将粉体物料推送至指定的卸料点。与负压系统相比,正压系统能够提供更强的输送动力,有效克服管道沿程阻力与局部阻力,因此特别适合长距离(可达数百米甚至上千米)、大产量、高浓度的粉体输送需求。在建材、冶金、粮食加工等规模化生产行业,正压粉体气力输送设备能够实现从原料仓到生产线、或从生产车间到成品库的远距离连续传输,大幅提升物流效率。该系统通常由气源设备、供料装置(如旋转供料器)、输送管道、气固分离器与卸料仓组成,各组件协同工作,确保物料稳定输送。正压系统的供料端压力较高,对供料设备的密封性要求严格,需选用耐压性能良好的旋转阀或柱塞式下料器。尽管正压系统的设备投资与能耗相对较高,但其强大的输送能力与稳定性,使其成为长距离、大产量粉体传输场景的理想选择方案,为企业实现连续化、规模化生产提供了有力支撑。正压粉体气力输送系统输送能力强,广泛应用于长距离集中供料场景。
防爆粉体气力输送设备是专门针对化工、医药、粮食加工等行业中易燃易爆粉体(如铝粉、镁粉、面粉、淀粉、医药中间体)设计的安全型输送装备,其关键目标是在实现高效输送的同时,从源头杜绝粉尘爆燃风险,保障生产过程安全。粉尘爆燃的发生需要同时满足可燃物、氧化剂、点火源与密闭空间四个条件,防爆设备通过系统化的安全设计,消除点火源、控制粉尘浓度、阻断爆燃传播,实现安全输送。设备主体采用防静电、阻燃材质,所有管道与设备均可靠接地,消除静电积聚;电气组件(如电机、传感器、控制系统)均选用防爆等级认证产品,杜绝电气火花;系统配备火花探测与熄灭装置,及时消除潜在点火源;管道与料仓设置泄爆片、抑爆器、阻火器等安全装置,在爆燃初期实现泄压、抑爆与阻断,防止爆燃扩大。同时,防爆设备通过优化气流与供料设计,控制管道内粉尘浓度低于爆燃下限,避免形成爆燃性粉尘云。防爆粉体气力输送设备以其多维度的安全防护设计,能够有效防范粉尘爆燃风险,为涉及易燃易爆粉体的企业提供安全、可靠的输送解决方案,是保障企业安全生产的关键装备。医药粉体气力输送设备满足 GMP 要求,适用于高纯度药品原料输送。广西连续粉体气力输送案例
低压粉体气力输送系统运行噪音低,改善车间工作环境。广东智能粉体气力输送设计
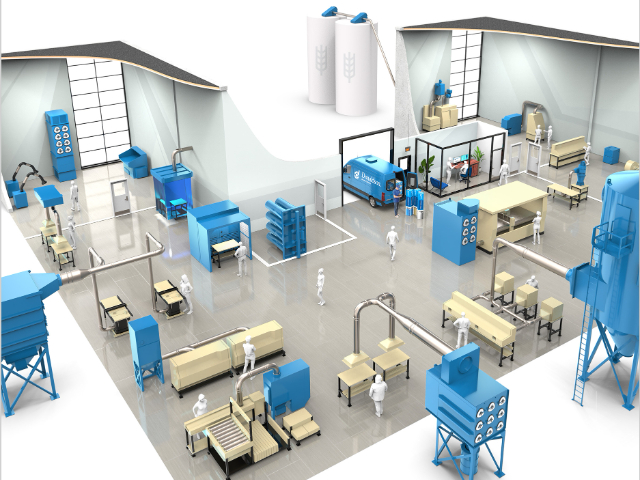
粉体气力输送设备的工作原理基于气流动能与气固两相流理论,通过气流的动力作用将粉体物料悬浮或推送前进,在密闭管道内实现气固两相流的稳定输送。其关键过程分为三个阶段:首先,气源设备(如风机、空压机)产生具有一定压力与速度的气流,进入输送管道;其次,供料装置将粉体物料均匀加入气流中,物料在气流的动能作用下被加速,呈悬浮状(稀相)或集团状(密相)随气流运动;终,气固混合物到达卸料端,通过气固分离装置(如旋风分离器、布袋除尘器)将物料与气流分离,物料落入料仓,净化后的气流排出或回收。不同的输送方式(负压 / 正压、稀相 / 密相)基于不同的气流参数与气固比设计:稀相输送依赖高速气流的悬浮作用,气固比低;密相输送依赖高压气流的推送作用,气固比高。粉体气力输送设备原理科学可靠,技术成熟,能够适应不同特性粉体的输送需求,是实现粉体物料高效、密闭输送的关键技术,普遍应用于各工业领域。广东智能粉体气力输送设计
广州宇特环境工程技术有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的环保中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同广州宇特环境工程技术供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!