粉体气力输送标准是系统设计、制造、安装、验收与运行的重要依据,必须严格符合安全标准规范、环保标准与行业质量要求,确保系统安全、环保、高效运行。安全规范方面,系统需满足电气安全、机械安全、防爆安全等要求,尤其针对易燃易爆粉体,需符合粉尘防爆标准,配备防静电、泄爆、抑爆装置,杜绝安全事故。环保标准方面,系统需实现全封闭输送,配备高效过滤装置,确保粉尘排放浓度符合国家及地方环保限值,实现无尘、低污染运行。行业质量规范方面,不同行业有特定要求,如食品行业需符合食品卫生标准,医药行业需符合 GMP 规范,化工行业需符合耐腐蚀、耐磨损要求。标准执行贯穿系统全生命周期:设计阶段需以标准为依据确定技术路线与设备参数;制造阶段需遵循质量体系,确保材质与工艺达标;安装验收阶段需通过第三方检测与合规审查;运行阶段需定期监测,确保符合标准要求。严格遵循粉体气力输送标准,是企业履行安全、环保责任,保障产品质量的基础。稀相粉体气力输送设备投资成本低,适用于对物料破碎要求不高的场景。广西大型粉体气力输送安装

低压粉体气力输送系统以其低噪音运行特性,成为改善车间声学环境、提升员工工作舒适度的理想选择。该系统通常采用低压离心风机或罗茨风机作为气源,运行压力一般控制在 0.01-0.1MPa 之间,相较于高压系统,其风机转速更低,气流冲击声与设备振动声明显减弱。系统在设计阶段便注重降噪优化,风机配备隔音罩与消声器,管道采用柔性接头与减震支架,有效阻断噪音传播。在实际运行中,系统噪音可控制在 60-75 分贝,远低于传统机械输送设备(如螺旋输送机、斗式提升机)的噪音水平,符合国家工业企业噪声卫生标准。低噪音运行不只减少了噪音对员工听力的损害,还降低了长期高噪音环境带来的疲劳感与烦躁情绪,提升工作效率与专注度。同时,安静的运行环境也便于员工及时察觉设备异常声响,提前发现故障隐患。低压粉体气力输送系统在实现高效粉体输送的同时,以其低噪音优势,为企业打造了安静、舒适、健康的车间工作环境,彰显了以人为本的生产理念。广东防爆粉体气力输送应用粉体气力输送优势在于输送效率高、占地面积小、维护成本低。

全自动粉体气力输送系统融合自动化控制与传感技术,实现从供料、输送、卸料到清灰的全流程自动化运行,无需人工干预,大幅提升输送效率与企业生产自动化水平。该系统配备 PLC 控制系统、触摸屏操作界面与各类传感器(如压力传感器、料位传感器、流量传感器),能够实时监测系统运行状态,自动调节风量、压力、输送量等关键参数,确保输送过程稳定高效。当料仓料位低于设定值时,系统自动启动输送程序;料位达到设定值时,自动停止输送,实现精确供料。同时,系统具备自动清灰、自动故障诊断与报警功能,当出现管道堵塞、压力异常等问题时,自动采取措施(如反吹清灰)并发出报警提示,无需人工巡检与操作。全自动运行模式不只降低了人工成本与劳动强度,还减少了人为操作带来的误差与安全隐患,提升了输送过程的稳定性与可靠性。在化工、食品、医药等规模化生产行业,全自动粉体气力输送系统是实现车间无人化、智能化运行的关键装备,能够有效提升生产线整体效率,降低生产成本,增强企业市场竞争力。
低压粉体气力输送方案以其运行压力低、设备损耗小、经济性高的特点,成为短距离粉体输送场景的理想选择方案。该方案通常采用低压风机(如罗茨风机、离心风机)作为气源,运行压力一般在 0.01-0.1MPa 之间,远低于高压输送系统。较低的运行压力不只降低了对设备材质与密封性能的要求,减少了设备投资成本,还大幅降低了风机、管道、阀门等关键组件的磨损与能耗,延长设备使用寿命,降低运行与维护成本。低压系统结构简单,安装便捷,占地面积小,特别适合输送距离较短(一般小于 50 米)、输送量适中、物料流动性较好的场景,如车间内的设备供料、料仓之间的短距离转运等。由于压力低,系统运行噪音小,操作安全性高,对车间环境友好。同时,低压粉体气力输送方案仍采用全封闭结构,能够有效杜绝粉尘泄漏,满足环保与清洁生产要求。对于无需长距离、大产量输送的中小企业或局部生产环节,低压粉体气力输送方案以其经济、实用、可靠的优势,实现了粉体物料的高效、低成本转运,是提升局部生产自动化水平的理想选择。连续粉体气力输送系统实现不间断供料,保障生产线连续稳定运行。

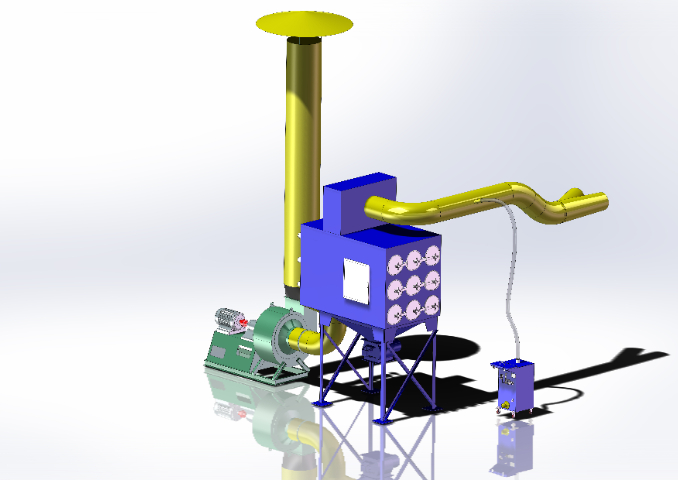
粉体气力输送流程是一个从物料供应到卸料回收的完整闭环作业,主要包括供料、输送、气固分离、卸料与余气处理五个环节,各环节协同工作,实现粉体物料的高效、密闭输送。供料环节通过供料装置(如旋转供料器、仓泵、螺旋供料器)将物料均匀、稳定地加入输送管道,确保物料与气流充分混合。输送环节是关键,气流携带物料在密闭管道内流动,根据输送方式(稀相 / 密相、负压 / 正压)实现物料的悬浮或推送前进。气固分离环节通过分离器(如旋风分离器、布袋除尘器)将物料与输送气流分离,确保物料充分回收,避免浪费。卸料环节将分离后的物料送入料仓或生产设备,完成输送任务。余气处理环节将分离后的气流进行过滤净化,达标后排放或回收利用,避免粉尘污染。整个流程通过控制系统协调各环节参数,确保节奏匹配、运行稳定。完整的闭环作业实现了粉体物料的高效利用与低污染排放,符合环保与高效生产要求,是现代粉体输送的标准流程。粉体气力输送设备调试包括风量、压力、流速等参数的精确优化。广西大型粉体气力输送安装
低压粉体气力输送方案运行压力低,设备损耗小,适合短距离输送场景。广西大型粉体气力输送安装
防爆粉体气力输送设备是专门针对化工、医药、粮食加工等行业中易燃易爆粉体(如铝粉、镁粉、面粉、淀粉、医药中间体)设计的安全型输送装备,其关键目标是在实现高效输送的同时,从源头杜绝粉尘爆燃风险,保障生产过程安全。粉尘爆燃的发生需要同时满足可燃物、氧化剂、点火源与密闭空间四个条件,防爆设备通过系统化的安全设计,消除点火源、控制粉尘浓度、阻断爆燃传播,实现安全输送。设备主体采用防静电、阻燃材质,所有管道与设备均可靠接地,消除静电积聚;电气组件(如电机、传感器、控制系统)均选用防爆等级认证产品,杜绝电气火花;系统配备火花探测与熄灭装置,及时消除潜在点火源;管道与料仓设置泄爆片、抑爆器、阻火器等安全装置,在爆燃初期实现泄压、抑爆与阻断,防止爆燃扩大。同时,防爆设备通过优化气流与供料设计,控制管道内粉尘浓度低于爆燃下限,避免形成爆燃性粉尘云。防爆粉体气力输送设备以其多维度的安全防护设计,能够有效防范粉尘爆燃风险,为涉及易燃易爆粉体的企业提供安全、可靠的输送解决方案,是保障企业安全生产的关键装备。广西大型粉体气力输送安装
广州宇特环境工程技术有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**广州宇特环境工程技术供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!