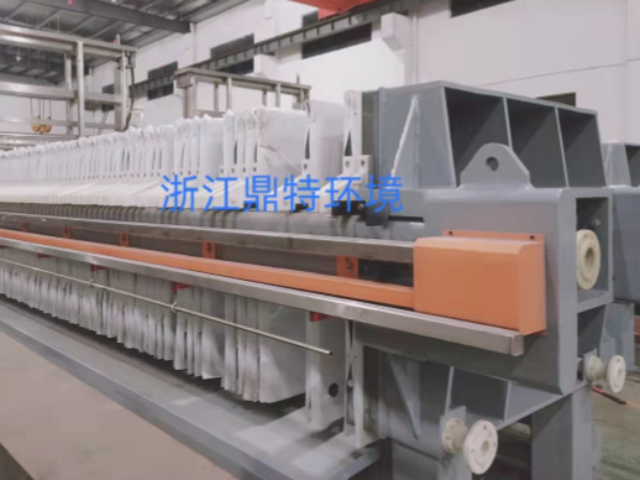
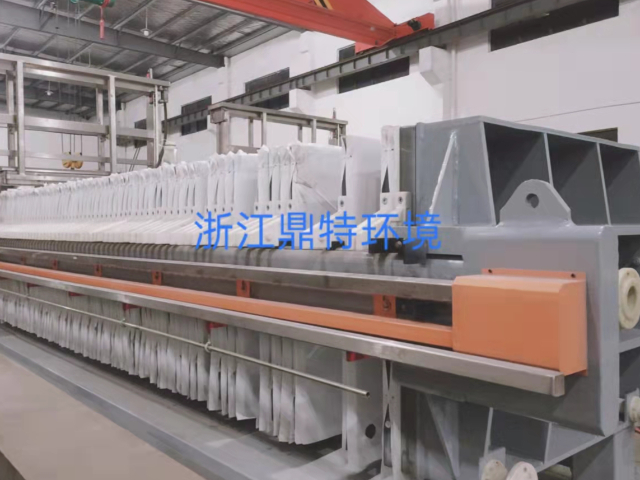
厢式压滤机的工作原理基于压力驱动过滤机制。当物料被泵入由相邻滤板形成的密闭滤室后,在高压作用下液体穿过滤布排出,而固体颗粒则被截留在滤室内形成滤饼。随着技术进步,现代厢式压滤机普遍采用PLC控制系统,可实现自动拉板、自动卸料、自动清洗等功能,大幅减少人工干预。浙江鼎特环境科技有限公司在设备密封性、滤板材质及液压系统优化方面持续创新,有效提升了设备的使用寿命与运行稳定性,满足不同行业对高洁净度、高回收率的严苛要求。滤饼不均匀分布的调整方案?上海高压厢式压滤机配件

选型误区警示粘度认知错误:误区:高粘度介质必须选明流式事实:粘度>800cP时,暗流式带保温夹套设计更优(如重油过滤)腐蚀性应对错误:误区:强酸介质只能用明流式事实:暗流式采用PTFE衬里管道可耐受98%浓硫酸(如某铜冶炼厂应用案例)卫生等级混淆:误区:食品行业只能用暗流式事实:明流式配快装卡箍+在线CIP清洗可通过FDA认证(如乳清蛋白过滤) 混合式创新设计明暗双模系统( 机型配置):结构特点:滤板同时集成明流嘴与暗流通道气动三通阀切换流向适用场景:过滤初期→明流式(观察滤液澄清度)稳定阶段→切换暗流式(降低能耗)清洗阶段→明流式(单管反冲) 上海隔膜厢式压滤机生产快速开启机构的效率提升幅度?

功能与必要性 使命:在压滤机工作周期内(通常0.5-8小时)恒定维持压紧力,抵抗滤室内部压力(比较高4.0MPa)产生的反向推力失效后果:⚠️滤板间出现≥0.1mm间隙→物料喷溅⚠️密封面失效→过滤精度下降50%以上,机械结构组成图表代码下载液压站锁紧油缸活塞杆锁紧块止推板导轨压力传感器PLC控制器电磁换向阀执行单元:双作用油缸(缸径通常160-250mm)铬钼合金锁紧块(硬度HRC55-60)传力路径:活塞推力→锁紧块斜面→转化为垂直压紧力→抵住止推板T型导轨三、工作流程与控制逻辑步骤1:压紧阶段主压紧油缸推动活动板前进当滤板组压缩至设定厚度(如500mm±0.5mm)时:位移传感器发出信号锁紧油缸伸出(压力15-25MPa)锁紧块卡入止推板导轨凹槽步骤2:动态锁紧阶段(关键创新)
压滤机的保养注意事项:1、调试正常的压滤机方可进料工作,每班工作前要对整机作检查。机械压紧传动部件及减速箱须加足润滑油;液压压紧复查油箱贮油量及液压站工作压力,液压油一般每年更换一次,更换时应对液压系统作—次清洗,液压站工作压力小于油缸上限工作压力,但下限不能低于过滤压力允许值,过小会引起较大渗漏,过大会损坏机件。2、禁止在滤板少于规定数量的情况厂开机工作,以免损坏机件。加料前检查滤板排列情况,滤布不能有折叠现象,以防发生较大渗漏;卸饼后滤板要紧靠压紧排列整齐。3、待正常后方可压紧滤板加压过滤,过滤压力和过滤温度须在规定范围之内,过滤压力过高会引起渗漏,过滤温度过高塑料滤板易变形,加料时悬浮液要浓度均匀。不得有混杂物;卸饼后滤布及滤板须冲洗干净,不允许残渣粘贴在密封面或进料通道内,否则会影响进料畅通及滤板的密封性,从而相起因滤板两侧压力不平衡,导致滤板变形损坏。 滤饼含水率的影响因素及控制方法?

液压元件的选用及液压系统设计存在的缺陷 该液压系统实现保压主要靠的是手动换向阀的o型机能来封闭油缸两腔中的油液,从而达到锁定活塞。而o型机能的换向阀的阀芯是滑阀结构的、加工的精度不高和使用后阀芯磨损因素的影响,对油液的封闭能力不高,尤其是在压力较高的情况下,高低压腔的油液将始终作用在阀芯上,由于压差的作用下,将推动滑阀阀芯向低压腔移动,行程差压运动,必将进一步增大油液的内泄漏,从而也 降低了换向阀o型机能的保压能力,保压效果很差。 电控系统如何实现压力-时间-流量的多参数协同?合肥高压厢式压滤机货源充足
滤布再生清洗的标准化流程?上海高压厢式压滤机配件
压力稳定性保障五大 机制1. 液压回路拓扑优化图表代码下载主油泵比例溢流阀压力传感器闭环反馈蓄能器组压紧油缸位移补偿阀动态补偿阀:响应速度≤50ms,实时抵消滤板变形导致的压力损失蓄能器容积计算:V≥0.2×Q(Q为油缸工作容积),保压阶段补压次数≤3次/小时2. 关键组件选型规范组件选型要求作用机理比例溢流阀线性度误差<1%FS电信号→压力无级调节压力传感器精度0.5%FS,抗冲击10倍过载实时数据采集(100Hz采样率)伺服油缸内泄量<0.1mL/min(50MPa测试)消除保压阶段压力衰减3. 智能控制系统策略多模态PID算法:压紧阶段:采用 Bang-Bang控制 快速升压保压阶段:切换 模糊PID 抑制压力波动(波动带≤±0.05MPa)故障自诊断:压力骤降>5% → 自动启动密封性检测程序压力震荡频率>2Hz → 触发气穴预警4. 机械结构强化设计油缸支座刚度:变形量≤0.1mm/m(施加2倍额定压力时)活塞杆表面处理:镀硬铬层厚0.05mm + 镜面抛光(Ra≤0.2μm)上海高压厢式压滤机配件