厢式压滤机操作指南:轻松上手厢式压滤机主要依靠入料泵提供的液压驱动力进行脱水,其操作流程如下:压紧滤板:首先,确保滤板被紧紧压住。开泵进料:启动进料泵,开始进料过程。关闭进料泵:当进料完成后,关闭进料泵。拉开滤板卸料:轻轻拉开滤板,将过滤后的物料卸出。清洗检查滤布:清洗滤布并检查其状态。准备进入下一循环:完成上述步骤后,准备开始下一个循环。对于长期不使用的厢式压滤机,应进行油封保存。板框应平整地堆放在通风干燥的库房,堆放高度不超过2米,以防止弯曲变形。 滤室容积如何计算?与处理量的关系?江西全自动厢式压滤机生产企业

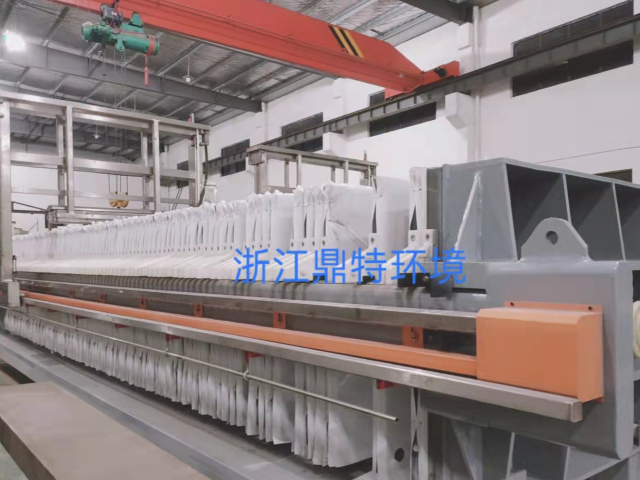
高效过滤:滤布单行走式设计和自动控制系统的结合,使得过滤过程更加高效、稳定,能够在较短时间内实现固液分离,提高生产能力。滤饼质量好:滤布的均匀行走和压榨功能,保证了滤饼的厚度均匀、含固率高,有利于后续的处理和运输。自动化程度高:全程自动化操作,减少了人工劳动强度,降低了人为因素对生产的影响,同时提高了生产的安全性和可靠性。维护成本低:滤布的使用寿命长,且设备的结构相对简单,易于维护和保养,降低了设备的维护成本。 湖北手动厢式压滤机售后化工结晶物分离如何避免滤布板结?
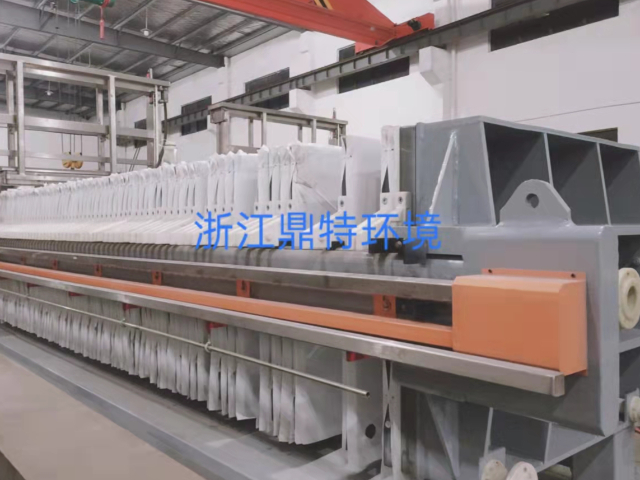
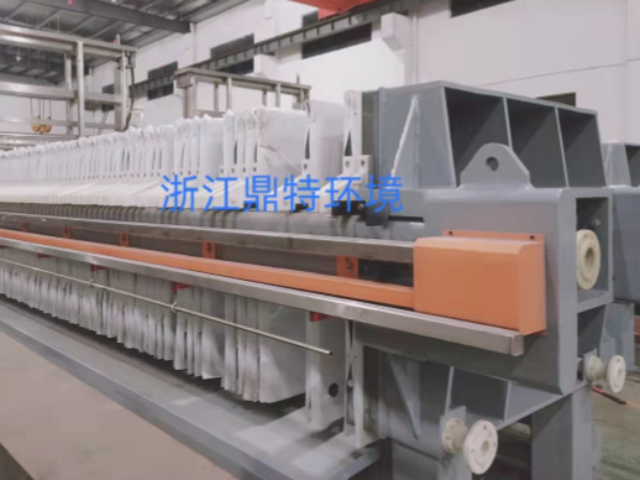
滤布单行走式自动厢式压滤机是一种新型压滤机,以下从结构、工作原理、特点等方面对其进行简述:一、结构特点厢式结构:由多个厢式滤板组成,滤板之间形成过滤腔室。这种结构能够承受较高的压力,保证过滤效果。滤布行走系统:滤布采用单行走式设计,通过专门的驱动装置带动滤布在滤板表面移动。这一系统可以使滤布在过滤过程中均匀受力,避免局部磨损,延长滤布的使用寿命。自动控制系统:配备先进的自动化控制系统,能够实现对压滤机的全程自动化操作,包括进料、过滤、压榨、卸料等各个环节。可以根据预设的参数自动调整运行状态,提高生产效率和稳定性。
操作不当(占6%)致命操作三宗罪超压运行:案例:压力表故障仍强行加压至28MPa(设计值25MPa)→ 密封面爆裂对策:设置 双路压力传感器 + 机械安全阀冷启冲击:-20℃环境直接加压 → 聚丙烯脆性断裂规范:低温环境先通 60℃热油循环30min野蛮拆卸:用铁锤敲击密封面 → 微观裂纹扩展改用 液压扳手(扭矩精度±3%)
热力学因素(占2%)温差应力破坏典型案例:蒸汽吹扫(120℃)后立即冷水冲洗(25℃)热应力计算:\sigma_{thermal}=E\cdot\alpha\cdot\DeltaTσthermal=E⋅α⋅ΔT(E=弹性模量,α=热膨胀系数,ΔT=温差)控制策略:降温速率≤15℃/min安装温度梯度传感器(梯度>30℃/m报警) 隔膜破损的现场检测方法?
功能与必要性 使命:在压滤机工作周期内(通常0.5-8小时)恒定维持压紧力,抵抗滤室内部压力(比较高4.0MPa)产生的反向推力失效后果:⚠️滤板间出现≥0.1mm间隙→物料喷溅⚠️密封面失效→过滤精度下降50%以上,机械结构组成图表代码下载液压站锁紧油缸活塞杆锁紧块止推板导轨压力传感器PLC控制器电磁换向阀执行单元:双作用油缸(缸径通常160-250mm)铬钼合金锁紧块(硬度HRC55-60)传力路径:活塞推力→锁紧块斜面→转化为垂直压紧力→抵住止推板T型导轨三、工作流程与控制逻辑步骤1:压紧阶段主压紧油缸推动活动板前进当滤板组压缩至设定厚度(如500mm±0.5mm)时:位移传感器发出信号锁紧油缸伸出(压力15-25MPa)锁紧块卡入止推板导轨凹槽步骤2:动态锁紧阶段(关键创新) 电控系统如何实现压力-时间-流量的多参数协同?江苏自动拉板厢式压滤机工厂直销
厢式压滤机与传统板框式的区别是什么?江西全自动厢式压滤机生产企业
压滤机工作原理:首先是正压强压脱水,也称进浆脱水,即一定数量的滤板在强机械力的作用下被紧密排成一列,滤板面和滤板面之间形成滤室,过滤物料在强大的正压下被送入滤室,进入滤室的过滤物料其固体部分被过滤介质(如滤布)截留形成滤饼,液体部分透过过滤介质而排出滤室,从而达到固液分离的目的,随着正压压强的增大,固液分离则更彻底,但从能源和成本方面考虑,过高的正压压强不划算。进浆脱水之后,配备了橡胶挤压膜的压滤机,则压缩介质(如气、水)进入挤压膜的背面推动挤压膜使挤压滤饼进一步脱水,叫挤压脱水。进浆脱水或挤压脱水之后,压缩空气进入滤室滤饼的一侧诱过滤饼,槜带液体水份从滤饼的另一侧诱过滤布排出滤室而脱水,叫风吹脱水,若滤室两侧面都敷有滤布,则液体部分匀可透过滤室两侧面的滤布排出滤室,为滤室双面脱水。脱水完成后,解除滤板的机械压紧力,单块逐步拉开滤板,分别敞开滤室进行卸饼为一个主要工作循环完成。根据过滤物料性质不同,压滤机可分别设置进浆脱水、挤压脱水、风吹脱水或单、双面脱水,目的就是比较大限度地降低滤饼水份。 江西全自动厢式压滤机生产企业