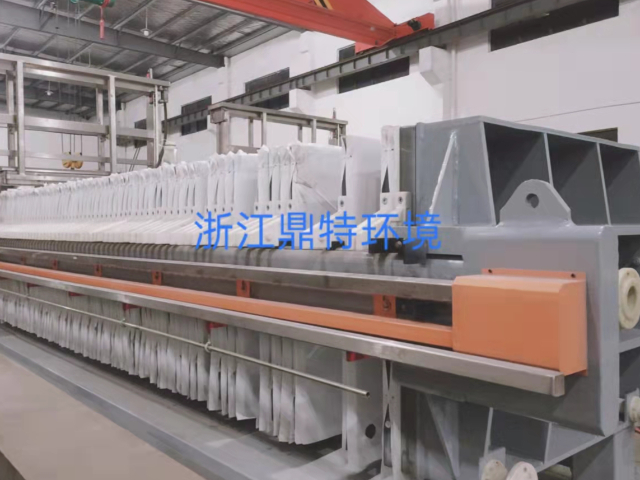
厢式压滤机操作指南:轻松上手厢式压滤机主要依靠入料泵提供的液压驱动力进行脱水,其操作流程如下:压紧滤板:首先,确保滤板被紧紧压住。开泵进料:启动进料泵,开始进料过程。关闭进料泵:当进料完成后,关闭进料泵。拉开滤板卸料:轻轻拉开滤板,将过滤后的物料卸出。清洗检查滤布:清洗滤布并检查其状态。准备进入下一循环:完成上述步骤后,准备开始下一个循环。对于长期不使用的厢式压滤机,应进行油封保存。板框应平整地堆放在通风干燥的库房,堆放高度不超过2米,以防止弯曲变形。 设备选型时需提供哪些物料特性数据?安徽自动厢式压滤机滤板
本质结构差异对比项厢式压滤机传统板框压滤机滤室构成由双侧凹陷的滤板拼合形成密闭腔室由实心滤板+中空滤框交替排列部件数量需滤板单一组件需滤板+滤框两组部件密封结构滤板间直接压紧密封(单密封面)滤板与滤框接触密封(双密封面)滤板厚度40-80mm(厚壁承压设计)滤框30-50mm(薄壁结构)
性能关键差异压力承载厢式:比较高1.5MPa(隔膜压榨型可达3.0MPa)板框:通常≤0.8MPa(滤框结构限制承压能力)密封可靠性厢式:单密封面泄漏风险降低60%板框:双密封面易产生边缘渗漏(尤其处理胶体物料时)滤饼质量指标厢式压滤机板框压滤机含水率18-25%25-35%均匀度>90%70-85%脱落率自动脱落率95%常需人工干预运维成本滤布损耗:板框式因滤布需包裹滤框,磨损率高30%能耗对比:同等处理量下厢式液压系统功耗低15-20% 安徽自动厢式压滤机滤板滤板材质(PP/橡胶/不锈钢)如何根据工况选择?

功能与必要性 使命:在压滤机工作周期内(通常0.5-8小时)恒定维持压紧力,抵抗滤室内部压力(比较高4.0MPa)产生的反向推力失效后果:⚠️滤板间出现≥0.1mm间隙→物料喷溅⚠️密封面失效→过滤精度下降50%以上,机械结构组成图表代码下载液压站锁紧油缸活塞杆锁紧块止推板导轨压力传感器PLC控制器电磁换向阀执行单元:双作用油缸(缸径通常160-250mm)铬钼合金锁紧块(硬度HRC55-60)传力路径:活塞推力→锁紧块斜面→转化为垂直压紧力→抵住止推板T型导轨三、工作流程与控制逻辑步骤1:压紧阶段主压紧油缸推动活动板前进当滤板组压缩至设定厚度(如500mm±0.5mm)时:位移传感器发出信号锁紧油缸伸出(压力15-25MPa)锁紧块卡入止推板导轨凹槽步骤2:动态锁紧阶段(关键创新)
压滤机的保养注意事项:1、调试正常的压滤机方可进料工作,每班工作前要对整机作检查。机械压紧传动部件及减速箱须加足润滑油;液压压紧复查油箱贮油量及液压站工作压力,液压油一般每年更换一次,更换时应对液压系统作—次清洗,液压站工作压力小于油缸上限工作压力,但下限不能低于过滤压力允许值,过小会引起较大渗漏,过大会损坏机件。2、禁止在滤板少于规定数量的情况厂开机工作,以免损坏机件。加料前检查滤板排列情况,滤布不能有折叠现象,以防发生较大渗漏;卸饼后滤板要紧靠压紧排列整齐。3、待正常后方可压紧滤板加压过滤,过滤压力和过滤温度须在规定范围之内,过滤压力过高会引起渗漏,过滤温度过高塑料滤板易变形,加料时悬浮液要浓度均匀。不得有混杂物;卸饼后滤布及滤板须冲洗干净,不允许残渣粘贴在密封面或进料通道内,否则会影响进料畅通及滤板的密封性,从而相起因滤板两侧压力不平衡,导致滤板变形损坏。 隔膜破损的现场检测方法?

压力稳定性保障五大 机制1. 液压回路拓扑优化图表代码下载主油泵比例溢流阀压力传感器闭环反馈蓄能器组压紧油缸位移补偿阀动态补偿阀:响应速度≤50ms,实时抵消滤板变形导致的压力损失蓄能器容积计算:V≥0.2×Q(Q为油缸工作容积),保压阶段补压次数≤3次/小时2. 关键组件选型规范组件选型要求作用机理比例溢流阀线性度误差<1%FS电信号→压力无级调节压力传感器精度0.5%FS,抗冲击10倍过载实时数据采集(100Hz采样率)伺服油缸内泄量<0.1mL/min(50MPa测试)消除保压阶段压力衰减3. 智能控制系统策略多模态PID算法:压紧阶段:采用 Bang-Bang控制 快速升压保压阶段:切换 模糊PID 抑制压力波动(波动带≤±0.05MPa)故障自诊断:压力骤降>5% → 自动启动密封性检测程序压力震荡频率>2Hz → 触发气穴预警4. 机械结构强化设计油缸支座刚度:变形量≤0.1mm/m(施加2倍额定压力时)活塞杆表面处理:镀硬铬层厚0.05mm + 镜面抛光(Ra≤0.2μm)市政污泥脱水药剂添加与设备运行的联动逻辑?污水处理厢式压滤机销售公司
滤液浑浊的可能原因及排查步骤?安徽自动厢式压滤机滤板
1、裁剪与缝制:裁剪:根据压滤机滤袋的尺寸和形状要求,将经过后处理的滤布裁剪成合适的片状。裁剪过程中要保证尺寸的准确性和边缘的整齐度。缝制:将裁剪好的滤布片通过缝纫机缝制成滤袋的形状。在缝制过程中,要注意缝线的质量和牢固度,确保滤袋在使用过程中不会出现开裂等问题。同时,根据需要安装滤袋的接口、挂环等配件。2、质量检验:对制成的成品滤袋进行质量检验,包括外观检查、尺寸精度测量、过滤性能测试等。检查滤袋是否有破损、孔洞、跳线等缺陷,测量滤袋的尺寸是否符合要求,通过模拟过滤实验测试滤袋的过滤精度、透气率、截留率等性能指标,确保滤袋满足压滤机的使用要求。3、包装入库:将检验合格的滤袋进行包装,通常采用塑料袋或纸盒包装,以防止在运输和储存过程中受到损坏。包装好的滤袋入库储存,等待发货到用户手中。 安徽自动厢式压滤机滤板