温度补偿与光学稳定性
光学器件的性能会随温度变化而发生漂移——LED的亮度和色度在不同温度下会有所变化,微透镜阵列的光学特性也可能受到热胀冷缩的影响。对于汽车发光件而言,其工作温度范围可能从寒冷的冬季户外到炎热的夏季车内,温度跨度很大。GSM1000系统在光学检测中考虑了温度因素对测量结果的影响。系统支持在-40℃到120℃的温度范围内进行测试和校准,通过温度补偿算法校正温度对光学参数的影响。这意味着无论产品是在低温环境还是高温环境下工作,GSM1000系统的检测结果都能够反映产品在实际使用工况下的真实光学性能,而不是只在实验室标准温度下的性能。 迁移学习机制有效利用已有数据知识,减少重复标注工作。工业光学缺陷检测型号
跨模态特征融合的技术挑战
将缺陷检测与颜色检测融合在同一模型中,面临的首要挑战是两类特征的物理意义完全不同。缺陷属于空间形态特征,通过灰度梯度、边缘轮廓等方式描述;颜色属于光谱特征,通过CIE Lab色彩空间的参数来描述。两类特征的分布规律不同,传统的单一模型很难同时优化两个任务。这就需要设计跨模态的特征融合机制——让模型能够分别提取空间形态特征和光谱特征,然后通过特定的融合策略将两类特征整合在一起,在统一的框架下完成缺陷识别和颜色评估两个任务。这种融合不是简单的特征拼接,而是需要考虑两类特征的重要性差异和相互作用,让模型能够在不同场景下动态调整对两类特征的关注程度。 定做光学缺陷检测生产过程缺陷属于空间形态特征,颜色属于光谱特征,两类特征分布规律不同。
融合检测的联合决策机制
融合检测不单单是把两个任务放在一起执行,更重要的是建立统一的决策机制。GSM1000系统的融合检测框架通过联合决策模块,同时输出缺陷类型(如划痕、裂纹)和颜色参数(ΔCx、ΔCy值),并通过置信度加权实现综合质量判定。这意味着系统不是简单地分别判断“缺陷是否合格”和“颜色是否合格”,而是将两类信息综合起来评估产品的整体质量。例如,一个产品可能颜色参数在合格范围内,但存在轻微划痕——系统会综合考虑缺陷的严重程度和颜色偏差的大小,给出一个综合的质量评分。
发光件检测从抽检到全检的转变
传统的发光件质量检测多采用抽检方式——从一批产品中随机抽取若干件进行检测,根据抽检结果推断整批产品的质量水平。这种方式的局限性在于:如果缺陷的发生是随机的、小概率的,抽检很可能漏掉有问题的产品。随着消费者对汽车品质要求的不断提高和汽车召回制度的日益严格,越来越多的主机厂和供应商开始转向全检模式——每一件产品在出厂前都要经过检测。GSM1000系统通过自动化上下料和快速检测能力,让全检在产线上成为可能。 发光件的颜色均匀性与缺陷状态共同决定其外观等级。

缺陷检测的选配能力
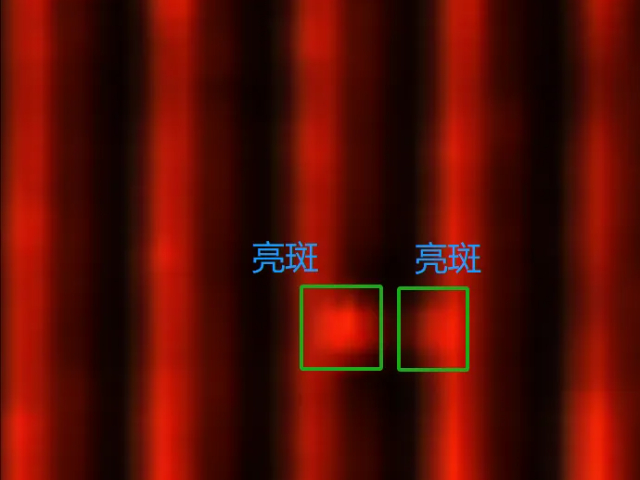
除了常规的亮度、色度、均匀性等光学参数测量,GSM1000系统还提供了缺陷检测的选配功能。这一功能专注于识别发光面上的局部异常,如亮斑、暗斑等肉眼可见或不可见的瑕疵。亮斑可能是由微透镜加工中的局部凸起造成的,暗斑则可能源于材料中的杂质或成型缺陷。这些局部异常虽然面积不大,但在发光状态下会被放大,影响整体的视觉品质。通过选配缺陷检测模块,GSM1000系统能够在测量光学参数的同时完成缺陷筛查,将光学性能评估和外观质量检查整合在同一个检测流程中,提高了检测的全面性和效率。 环境干扰抑制策略使颜色检测误差明显降低,检测结果更稳定。定做光学缺陷检测哪个好
注意力加权融合机制在高反光区域可有效抑制颜色干扰。工业光学缺陷检测型号
从国内市场到海外市场的拓展
技术的价值不但体现在国内市场,更体现在全球市场的认可。光色科技的产品与解决方案已经成功进入欧美市场。海外市场的拓展意味着企业的技术能力和产品质量得到了国际客户的认可,也意味着产品需要满足不同地区的标准和法规要求。GSM1000系统在设计上考虑了国际市场的需求——系统支持的CIE1931和CIE1976两种色坐标体系、宽广的亮度测量范围、灵活的配置选项,都能够满足不同地区客户的检测需求。从国内市场走向海外市场,是GSM1000系统技术成熟度的重要标志,也为国内汽车发光件产业链的国际化发展提供了检测技术层面的支撑。 工业光学缺陷检测型号