微透镜阵列的精密光学特性
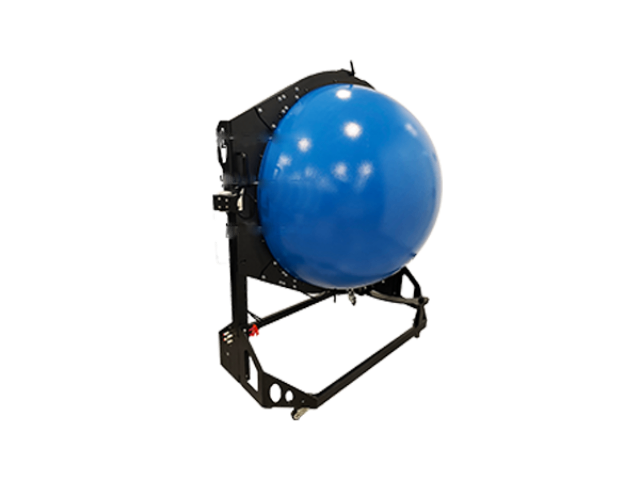
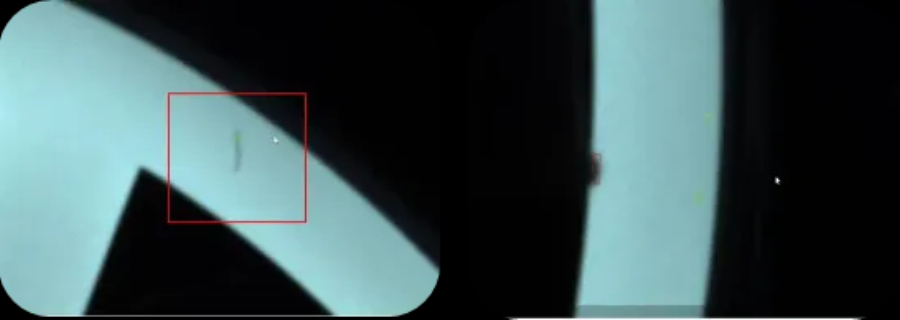
微透镜阵列是由大量微米级透镜按照特定规律排列而成的光学元件,在汽车发光件中发挥着关键作用。微透镜阵列的光学特性包括有效前后焦距、色差、位置均匀性、斯特列尔比(反映耦合效率)以及调制传递函数(反映成像质量)等多个维度。这些特性共同决定了微透镜模组的光学表现。GSM1000系统正是针对微透镜阵列等精密光学元件推出的全视场智能检测方案。系统能够对微透镜阵列的亮度分布、色度分布进行高精度测量,评估其均匀性和一致性。对于微透镜阵列生产企业和模组组装企业而言,这种***的光学特性评估能力是确保产品质量的基础。 模型量化压缩后参数量减少70%,便于边缘端实时部署。工业光学缺陷检测功能
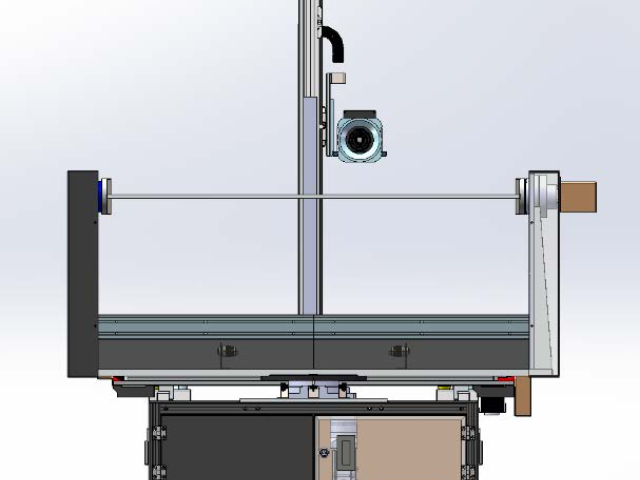
从人工检测到自动化产线的转变传统微透镜模组的光学检测很大程度上依赖人工操作——操作人员将模组放置在检测台上,启动设备,读取数据,再手工记录结果。这种模式不但效率低下,还容易引入人为误差。随着汽车发光件产量的持续攀升,人工检测已经难以满足产线的节拍要求。GSM1000系统采用视觉引导的三轴机械臂自动上下料方案,机器替代人工完成取料、放料、检测、分类的全流程。通过转台设计,系统能够实现取放料和检测的并行操作,检测动作完成的同时下一件产品已经就位,节拍速度提升。这种自动化转型不*节省了人工成本,更重要的是让产线具备了全天候稳定运行的能力,为大规模量产提供了可靠的技术保障。智能光学缺陷检测产业该方案可兼容MES系统,实现数据追溯与品质管控无盲区。
联合创新实验室
技术创新不能闭门造车,与产业上下游的紧密合作是技术落地的重要途径。光色科技与吉利研究院共建了联合创新实验室,推动行业技术规范与前沿应用的落地。这种产学研合作模式让光色科技能够深入了解主机厂在实际生产中面临的光学检测挑战,将实验室的技术成果与产线的实际需求对接。GSM1000系统在研发过程中充分吸收了来自联合创新实验室的反馈——系统在微透镜模组检测中关注的亮度均匀性、色度均匀性、杂散光等指标,正是主机厂在发光件质量管控中重点关注的项目。
微透镜模组的多维度光学测量需求
微透镜模组在汽车发光件中的应用越来越多,从氛围灯到格栅灯,从内饰到外饰,其光学性能直接决定了产品的视觉体验。然而,微透镜模组的光学测量并非单一维度的亮度检测可以完成。在实际生产中,需要同时关注亮度值、色度坐标、亮度均匀性、色度均匀性、锐利度、对比度、杂散光以及远近场等多个指标。每一个指标的偏差都可能影响产品的呈现效果——亮度不均会导致发光面出现明暗条纹,色度偏差会让原本统一的灯光出现色差,杂散光则可能在夜间驾驶时产生不必要的眩光干扰。GSM1000微透镜模组光学测量分析系统正是针对这一多维度检测需求而设计,将亮度、色度、均匀性、对比度、杂散光等多项指标整合在同一平台上,为微透镜模组提供可靠的光学性能评估方案。 融合缺陷与颜色检测任务,并引入迁移学习,成为提升效率与精度的方向。
并行作业与节拍优化
产线自动化改造的目标之一是提升生产节拍,而GSM1000系统通过并行作业设计实现了这一目标。系统采用转台结构,将检测工位分为上下料区和检测区。当一件产品在检测区进行光学测量时,机械臂可以在上下料区同步完成上一件产品的取出和下一件产品的放置。检测完成与上下料完成几乎同时发生,转台旋转后即可进入下一轮检测。这种并行设计消除了传统检测流程中“等待上下料”的时间浪费,让检测设备始终保持在工作状态。对于产线而言,这意味着在同样的时间内可以完成更多产品的检测,单位产能得到提升,设备投资回报周期相应缩短。 缺陷检测与颜色检测的融合,实现了从单任务到多任务的协同优化。工业光学缺陷检测功能
源域预训练模型为小样本目标域提供了良好的特征初始化基础。工业光学缺陷检测功能
比较大均值差异与分布对齐
除了参数迁移,分布对齐是迁移学习中的另一项关键技术。当源域和目标域的数据分布存在差异时,直接迁移参数可能导致模型在目标域上表现不佳。MMD的基本思想是通过核映射将特征映射到再生核希尔伯特空间,然后计算两个域在该空间中的均值差异。模型能够学习到源域和目标域之间不变的、可迁移的特征表示。这一技术手段让模型在面对材质变化、工艺差异等导致的分布偏移时,仍能保持较好的检测精度。分布对齐与参数迁移相结合,构成了GSM1000系统迁移学习能力的双重保障。 工业光学缺陷检测功能