温度补偿与光学稳定性
光学器件的性能会随温度变化而发生漂移——LED的亮度和色度在不同温度下会有所变化,微透镜阵列的光学特性也可能受到热胀冷缩的影响。对于汽车发光件而言,其工作温度范围可能从寒冷的冬季户外到炎热的夏季车内,温度跨度很大。GSM1000系统在光学检测中考虑了温度因素对测量结果的影响。系统支持在-40℃到120℃的温度范围内进行测试和校准,通过温度补偿算法校正温度对光学参数的影响。这意味着无论产品是在低温环境还是高温环境下工作,GSM1000系统的检测结果都能够反映产品在实际使用工况下的真实光学性能,而不是只在实验室标准温度下的性能。 割裂的检测流程难以捕捉缺陷与色差之间的耦合关系,可能遗漏重要质量信息。个性化光学缺陷检测技术支持
从单任务到多任务的演进路径
汽车发光件检测技术的发展经历了一个清晰的演进路径。单一任务检测——只关注缺陷或只关注颜色,各自使用专门的设备和算法。随后发展到多设备并行——缺陷检测和颜色检测各自运行,但共用同一个工位或同一条产线。再进一步是数据层面的融合——将两类检测数据汇总到同一个数据库中进行分析。GSM1000系统的则是更高层次的融合——模型层面的融合。在统一的深度学习模型中同时完成缺陷识别和颜色评估两个任务,让模型在学习过程中能够捕捉到两类特征之间的关联。这一演进路径反映了行业对检测精度和效率的持续追求,也体现了人工智能技术在工业检测领域应用的不断深化。
哪里有光学缺陷检测对比源域旧车型数据特征分布稳定,目标域新车型样本分布偏移明显。
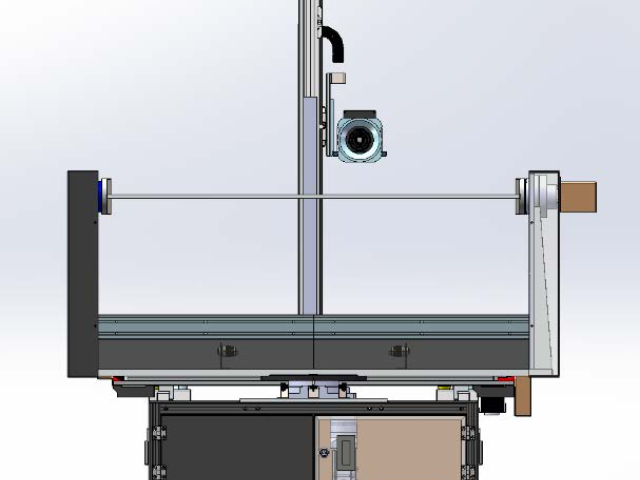
手眼标定与坐标系统一
自动化检测系统的精度不但取决于测量设备本身,还取决于机械运动与光学测量之间的坐标匹配精度。GSM1000系统通过手眼标定技术统一了机械臂坐标系与光学测量坐标系。所谓手眼标定,就是建立机械臂末端(手)与相机(眼)之间的精确空间关系,让机械臂知道相机看到的每一个位置对应着实际空间中的哪一个坐标。标定完成后,机械臂能够根据视觉系统的引导将产品精确放置在检测工位,确保每一次测量的位置一致性。这种统一的坐标系为三轴自动放料提供了基础——机械臂能够自主完成从料盘取料、放置到检测工位、检测完成后分类下料的完整流程,真正实现了无人化操作。
融合检测的联合决策机制
融合检测不单单是把两个任务放在一起执行,更重要的是建立统一的决策机制。GSM1000系统的融合检测框架通过联合决策模块,同时输出缺陷类型(如划痕、裂纹)和颜色参数(ΔCx、ΔCy值),并通过置信度加权实现综合质量判定。这意味着系统不是简单地分别判断“缺陷是否合格”和“颜色是否合格”,而是将两类信息综合起来评估产品的整体质量。例如,一个产品可能颜色参数在合格范围内,但存在轻微划痕——系统会综合考虑缺陷的严重程度和颜色偏差的大小,给出一个综合的质量评分。 融合检测技术为新车型发光件质量控制提供了高效精确的解决方案。
缺陷检测的选配能力
除了常规的亮度、色度、均匀性等光学参数测量,GSM1000系统还提供了缺陷检测的选配功能。这一功能专注于识别发光面上的局部异常,如亮斑、暗斑等肉眼可见或不可见的瑕疵。亮斑可能是由微透镜加工中的局部凸起造成的,暗斑则可能源于材料中的杂质或成型缺陷。这些局部异常虽然面积不大,但在发光状态下会被放大,影响整体的视觉品质。通过选配缺陷检测模块,GSM1000系统能够在测量光学参数的同时完成缺陷筛查,将光学性能评估和外观质量检查整合在同一个检测流程中,提高了检测的全面性和效率。 迁移学习机制有效利用已有数据知识,减少重复标注工作。光学缺陷检测以客为尊
冻结源域模型的底层卷积层参数,只微调顶层全连接层。个性化光学缺陷检测技术支持
环境干扰对检测精度的影响
发光件的高反光特性是光学检测中的常见干扰源。金属镀层、光滑的塑料表面、玻璃灯罩等材料都会在图像采集过程中产生反射光斑或阴影。这些光斑在缺陷检测中可能被误判为划痕,导致误检率上升;在颜色检测中则会导致光斑区域的色坐标偏差可达ΔCx>0.05、ΔCy>0.05,远超合格阈值0.01。传统算法如RGB差值法对光照强度变化非常敏感,同样的产品在不同光照条件下可能得到完全不同的检测结果。GSM1000系统在算法层面通过多尺度高斯滤波去除光斑噪声,并引入光照鲁棒性损失函数来提升模型对光照变化的适应能力。这种抗干扰设计让系统在复杂的产线光照环境中仍能保持稳定的检测精度。 个性化光学缺陷检测技术支持