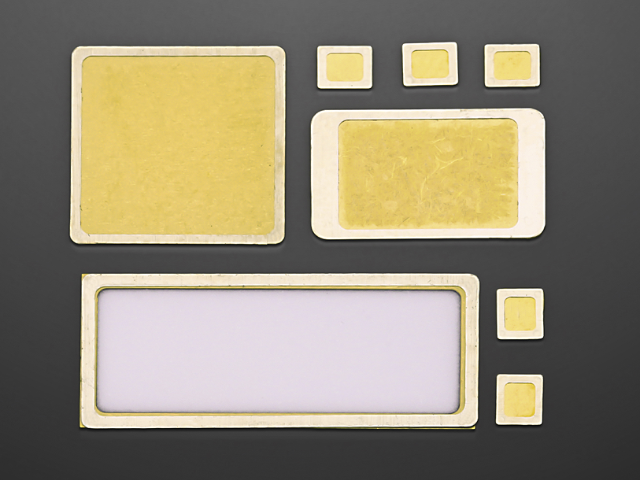
在金锡焊料封装工艺中,焊料层厚度是影响焊接质量的关键工艺变量之一。合理的焊料厚度设计需要在多个相互制约的因素之间寻求平衡。焊料层过薄的问题:当焊料厚度小于某一临界值(通常为25μm)时,焊料量不足以填充封接界面上的所有微观凹坑和不平整区域,容易形成大面积空洞,导致导热路径不连续、力学强度下降和气密性不足;过薄的焊料层在冷却凝固时也更容易产生残余应力集中。焊料层过厚的问题:焊料层过厚(通常超过200μm)会增加焊点的顺应性,一定程度上有利于吸收热错配应变;但同时也会降低整体封装结构的尺寸精度,并可能在焊料层中产生孔洞或气泡聚集。此外,焊料用量增加也直接增加了贵金属材料的成本,不利于生产经济性。从工程实践经验来看,金锡焊料层的比较好厚度范围通常为50μm~150μm,具体值需根据封装结构的几何特征(如芯片面积、封接台阶高度)和热-力仿真结果来确定。工艺控制方面,通过精确的预成型片厚度控制和夹具设计,可以将**终焊缝厚度控制在设计目标值的±15%范围内,确保焊接质量的一致性。预成型金锡焊料,贴合现代电子封装高效生产。金锡焊料医疗级成品

在评价焊料材料的工程可靠性时,实验室测试数据固然重要,但经过大量实际应用验证的长期可靠性记录更具说服力。金锡焊料在***和航天领域已有超过四十年的工程应用历史,积累了丰富的可靠性实证数据。在***器件领域,采用金锡焊料封装的集成电路和微波器件被***部署于各类武器系统和***电子设备中,这些器件通常需要在严苛的使用环境中保持15年以上的正常工作寿命。大量维护数据表明,金锡焊点的失效率极低,绝大多数器件在规定寿命期内未出现因焊点失效引起的故障,充分验证了金锡焊料在***环境下的长期可靠性。在航天领域,多颗已在轨运行超过10年的通信卫星和对地观测卫星上的**电子器件,均采用金锡焊料进行芯片贴装和气密封接,迄今未见因焊料相关问题导致的在轨失效报告。这些真实的工程成功案例,是金锡焊料长期可靠性的有力佐证。正是这种经过数十年实际工程验证的可靠性记录,使金锡焊料在高可靠性封装领域保持着其他材料难以撼动的**地位,也是工程师在面临关键封装决策时选择金锡焊料的重要信心来源。金锡焊料医疗级成品国家高新技术企业打造,金锡焊料产品品质有保障。
蠕变是指金属材料在持续应力作用下随时间发生的缓慢塑性变形。对于焊料材料而言,由于其熔点相对较低,在常温或中高温工作环境中即可能进入高温蠕变区域(通常定义为工作温度高于0.5Tm,Tm为材料***熔点)。金锡共晶焊料的***熔点约为553K(280°C),0.5Tm约为177K,即约-96°C。这意味着在室温(约25°C,即298K)下,金锡焊料已工作在0.5Tm以上,处于热***蠕变区域。然而,由于金锡合金的层片状共晶组织具有较强的相界障碍效应,能够有效阻碍位错滑移和晶界扩散,其蠕变速率远低于铅锡、锡银铜等低熔点焊料,在相同温度和应力条件下表现出更强的抗蠕变能力。在实际工程应用中,这种优异的高温蠕变抗力使金锡焊料特别适合用于长期承受机械应力或热应力的封装结构。例如,在卫星载荷中,器件焊点需要在轨运行数年甚至数十年,期间不*要承受工作温度的持续变化,还要抵抗各种力学冲击。金锡焊料的抗蠕变特性能够有效保障焊点在此类长寿命应用场景下的结构完整性,是其在高可靠性器件封装中具有竞争力的重要性能优势之一。
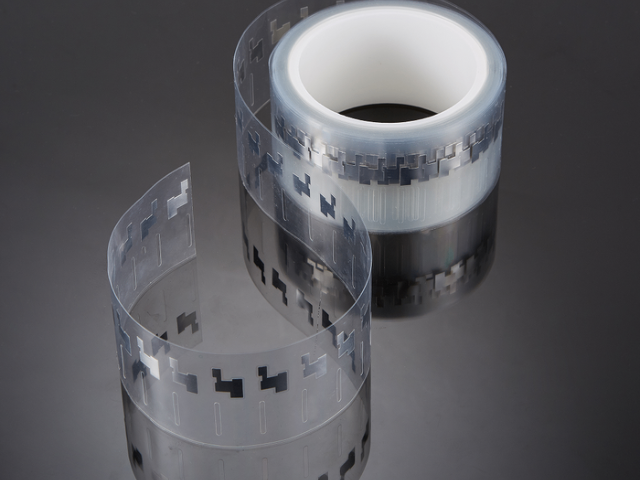
贵金属材料的有效利用效率是影响金锡焊料封装成本的重要因素。相对于部分半导体封装工艺中大量使用的昂贵介质和工艺材料,金锡焊料虽然单价较高,但其综合材料利用率较高,配合合理的工艺设计可以将材料损耗降到较低水平。在预成型片工艺中,通过精确计算每个封装位置所需的焊料量,并按此设计预成型片的尺寸和厚度,可以将焊料量控制在精确满足工艺需求的水平,避免不必要的过量使用。冲压生成的边角余料可以收集后送贵金属回收冶炼,有效回收其中的金属价值,降低实际材料成本。在薄膜焊料工艺中,通过精确控制PVD镀膜的靶材利用率(现代磁控溅射设备的靶材利用率通常可达30%~50%),以及采用掩模图案化技术确保焊料只沉积在需要的区域,可以进一步提升焊料材料的利用效率。对于批量化生产,建立完善的贵金属流转和回收制度,对生产过程中产生的各类含金锡废料(边角料、不合格品、清洗液等)进行系统性回收,是降低综合生产成本的重要管理措施。合理的材料利用策略和回收体系,有助于在保证产品质量的前提下合理控制金锡焊料封装的成本水平。金锡焊料焊接性能稳定,降低封装不良率。
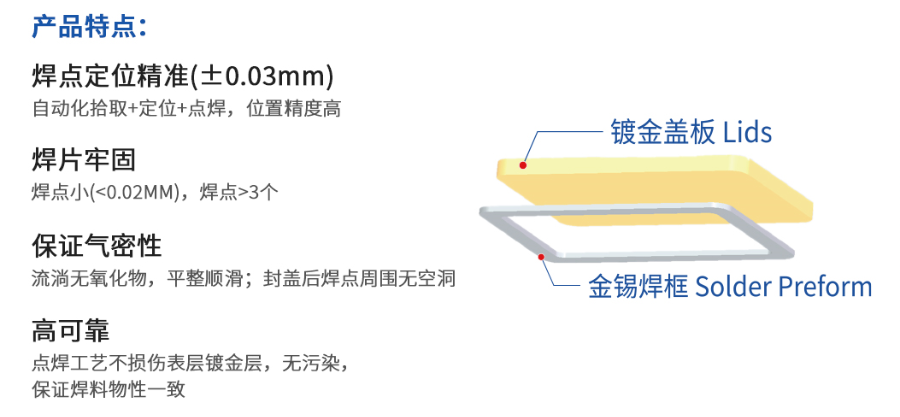
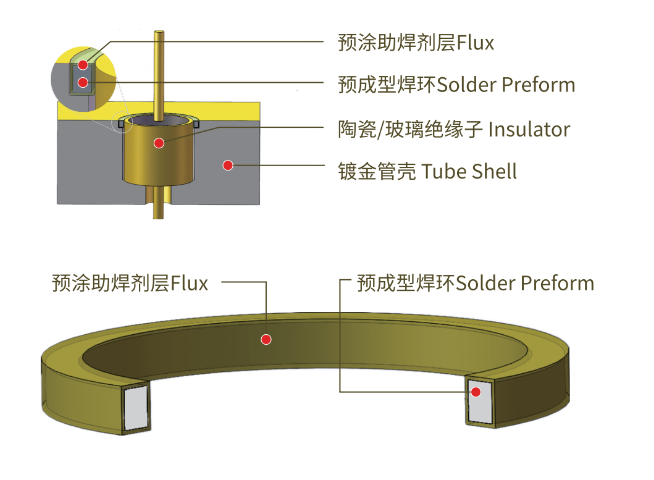
气密封装中,金属外壳与陶瓷或金属盖板之间的封接是实现气密性的关键工序。环形金锡预成型片(RingPreform)是这一工序中***使用的焊料形式,其几何形状与外壳腔口的几何形状相匹配,确保焊料在回流过程中均匀分布于封接界面,形成连续、无间断的气密焊缝。环形片的关键设计参数包括:外径(OD)、内径(ID)、厚度(T)以及宽度(W=(OD-ID)/2)。外径和内径的确定需要与外壳腔口的几何尺寸精确配合,通常内径略大于外壳内腔开口尺寸,外径略小于外壳封接台阶外缘尺寸,留有适当的位置公差以方便装配。厚度的设计需要根据封接间隙高度和所需焊料量来确定,确保在回流后焊料能够充分填充封接间隙而不出现过多溢料。环形片的宽度设计也需要综合考虑封接强度和气密性要求:宽度过窄会导致焊料量不足,封接强度低;宽度过宽则会增加材料成本并可能造成焊料溢出。通常建议环形片宽度与封接台阶宽度之比控制在0.7~0.9之间,以在充分填充的同时避免溢料问题。合理的环形片尺寸设计,结合优化的回流焊工艺,是实现高质量气密封接的前提条件,也是金锡焊料产品质量体系的重要组成部分。20 人工程团队,保障金锡焊料生产流程顺畅。金锡焊料 CT 兼容供应
公司金锡焊料制造工艺成熟,产品性能稳定。金锡焊料医疗级成品
焊点的抗剪强度是评价封装可靠性的**力学指标之一,直接关系到器件能否在振动、冲击等力学环境中保持结构完整性。金锡共晶焊料的室温抗剪强度通常在270~320MPa范围内,在常用焊料材料中处于较高水平。与普通锡银铜(SAC)无铅焊料相比,金锡焊料的抗剪强度约为SAC的2~3倍,这种差异源于两者微观组织的本质区别:金锡共晶组织中金属间化合物相的体积分数更高,相界障碍效应更强,位错运动的阻力更大。此外,金锡焊料在高温下仍能保持较高比例的室温强度,这是许多普通焊料所不具备的性能特点。在实际应用中,高抗剪强度对于以下场景尤为重要:大功率器件的芯片贴装(芯片面积大,焊点所受剪切力大);需要承受振动和冲击的机载、弹载电子设备;以及需要经受高重力加速度测试(如20000g冲击测试)的精密引信组件。通过对金锡焊料焊点进行系统性的剪切力测试,可以建立焊接工艺参数与焊点强度之间的关系模型,为产品设计和工艺优化提供量化依据,确保封装结构在规定的力学环境条件下可靠工作。金锡焊料医疗级成品
汕尾市栢科金属表面处理有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的电子元器件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同汕尾市栢科金属表面处供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!