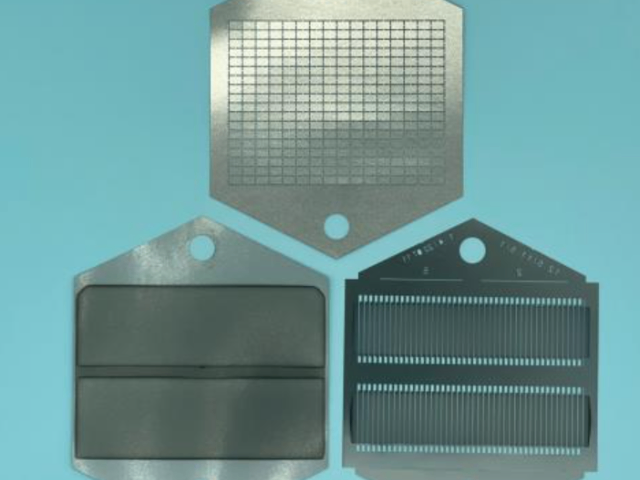
金锡合金的微观结构是其宏观性能的直接体现。在Au80Sn20共晶合金的凝固组织中,主要存在两种金属间化合物相:富金的ζ相(化学式Au5Sn)和等原子比的δ相(化学式AuSn)。这两种相在共晶凝固过程中协同析出,形成交替排列的层片状结构,层片间距通常在微米级别。ζ相(Au5Sn)具有六方晶体结构,硬度较高,是合金强度的主要来源之一;δ相(AuSn)具有斜方晶体结构,韧性相对较好,有助于缓解焊点在热循环过程中产生的应力集中。两相协同作用,使合金在强度与韧性之间取得较好的平衡。在焊接界面区域,金锡合金还可能与基板金属(如镍、铜或金镀层)发生反应,形成新的界面金属间化合物层。界面层的厚度和成分分布对焊点可靠性有重要影响,过厚或成分不均的界面层容易成为裂纹萌生的薄弱点。通过合理控制焊接温度、时间和基板表面处理工艺,可以将界面金属间化合物层控制在合理范围内,确保焊点的长期可靠性。深入理解金锡合金的微观组织特征,是优化焊接工艺和提升封装可靠性的科学基础。20 人机加团队,负责金锡焊料精密加工工序。碳化硅器件金锡焊料

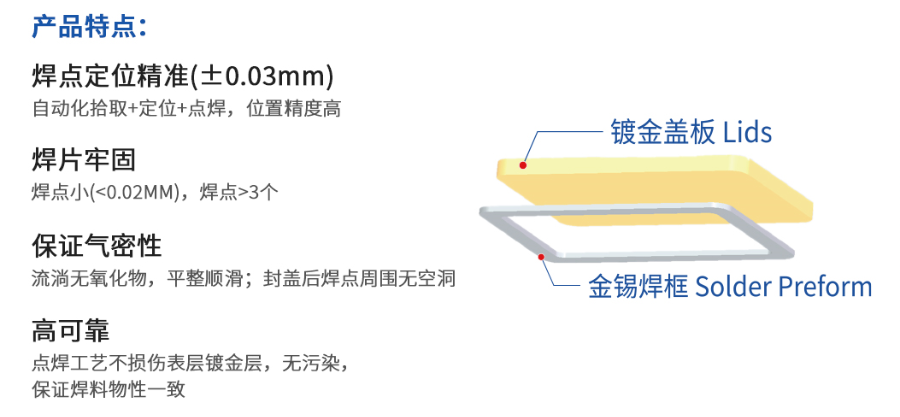
在金锡合金体系中,除80/20共晶成分外,富金成分(金含量高于80wt%)的金锡焊料在特定应用场景中也具有重要地位。常见的富金配方包括88wt%Au-12wt%Sn和90wt%Au-10wt%Sn等,这类合金的液相线温度通常高于共晶点,熔化温度范围在280°C至350°C之间。富金焊料的硬度通常低于共晶成分,延展性更好,在热循环测试中表现出较强的塑性变形吸收能力,适合用于热膨胀系数差异较大的异质材料之间的连接,如硅芯片与铜合金外壳的封装或陶瓷与金属之间的气密封接。此外,富金成分合金的抗氧化性也略优于共晶成分,在某些要求更高表面质量的应用中具有一定优势。在器件封装领域,富金金锡焊料常用于对焊接温度有特殊要求的叠层封装结构中,通过调节不同层次焊料的熔点,实现分步焊接工艺,避免先期焊点在后续焊接过程中发生重熔。合理选择共晶或富金成分金锡焊料,需要综合考虑应用的温度环境、力学要求、基板材料特性及焊接工艺约束,这也是精密封装工艺设计的重要内容之一。碳化硅器件金锡焊料金锡焊料加工精度高,契合微型器件封装标准。
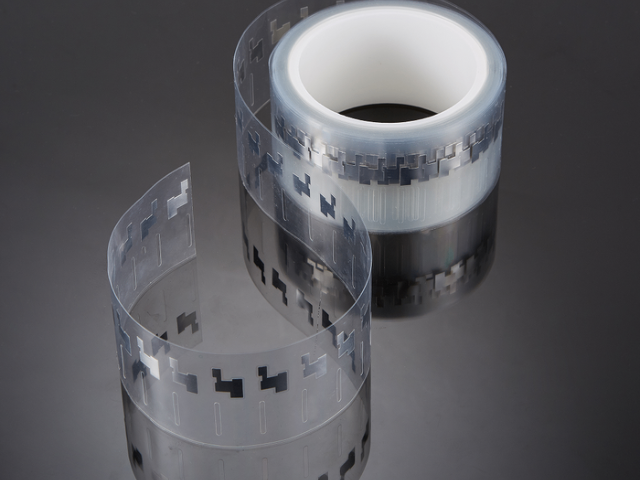
金锡焊料线材是金锡合金通过精密拉拔工艺制成的细丝状焊料产品,主要用于手工焊接、半自动焊接以及部分特殊封装工艺中的焊料供给。与预成型片相比,焊料线材在使用灵活性方面具有一定优势,可根据实际需要控制送料量。金锡线材的常见直径规格包括0.1mm、0.2mm、0.3mm、0.5mm、1.0mm等,可根据具体焊接工艺需求定制。细径线材(0.1~0.2mm)适合用于精密微小焊点的焊接;粗径线材(0.5~1.0mm)则适合用于较大面积焊点或需要大量焊料供给的场合。金锡焊料线材的拉拔工艺要求较高,需要控制好拉拔温度、润滑条件和多道次减径的变形量,以避免在线材内部产生微裂纹或表面损伤。合格的金锡线材应具有表面光洁、截面圆度好、直径均匀无节点等外观质量,以确保在实际使用中能够均匀供料。由于金锡合金较硬,线材盘卷时需要注意最小弯曲半径限制,避免线材在使用过程中发生断裂。针对不同用途,线材可按照客户要求的长度进行切割和包装,并附有成分检测报告和尺寸检测报告,以满足用户对产品质量可追溯性的要求。
机械冲击和振动是电子设备,特别是***及空间设备在服役过程中不可避免的力学环境载荷。封装焊点作为器件与基板之间的主要连接界面,是承受这些机械载荷的关键结构单元,其抗冲击和抗振动能力直接决定了设备的力学可靠性。金锡焊料具有较高的硬度(维氏硬度约HV150~180)和弹性模量(约68GPa),这意味着在受到外部冲击时,焊点本身能够凭借较高的刚度抵抗形变,降低因应力集中导致裂纹萌生的风险。同时,其层片状共晶微观组织对裂纹扩展具有一定的阻碍作用,有助于提升焊点的断裂韧性。在MIL-STD-883规定的力学测试项目中,包括机械冲击测试(MechanicalShock,TestMethod2002)和振动测试(Vibration,TestMethod2007),金锡焊料封装的器件通常能够满足A/B级可靠性要求。对于特别严苛的应用场景(如弹载引信、火工品控制电路),还需进行专项的高g值冲击测试(如15000g、20000g),金锡焊料凭借其**度和良好的界面结合质量,能够在此类极端力学条件下保持焊点完整性。合理的焊点设计与工艺控制,结合金锡焊料的力学性能优势,是确保高可靠性封装产品力学环境适应性的技术基础。10 余名实验室人员,检测金锡焊料性能指标。
宇航级器件(SpaceGrade)采用的封装材料和工艺必须符合严格的空间应用规范,以确保在空间极端环境中的长期可靠性。金锡焊料作为宇航级器件封装的标准焊接材料,需满足一系列特定的材料规范和质量控制要求。在材料规范方面,宇航级金锡焊料通常需符合MIL-P-38535(集成电路一般规范)、NASA-STD-8739.3(空间飞行器钎焊手册)或相关宇航行业标准的材料要求,包括成分公差、纯度等级、表面处理和包装要求。成分偏差一般要求Au含量在(80±1)wt%范围内,有害杂质元素总量不超过0.1wt%。在质量控制方面,宇航级金锡焊料批次需提供详细的材料认证文件,包括熔点测试报告(DSC法)、成分分析报告(ICP-MS法)、力学性能测试报告和尺寸检测报告。部分宇航型号还要求对焊料批次进行采购方的入厂复验,确保所用焊料符合设计规定的技术要求。宇航器件制造商通常会建立认证供应商名录,要求焊料供应商通过AS9100、ISO9001和相关**质量体系认证,并对批次质量记录保存不少于15年,以支持器件全寿命周期的质量追溯需求。公司金锡焊料生产遵循标准化工艺流程。金锡焊料数字孪生应用方案
栢林电子专业研发生产金锡焊料,适配电子微组装封装场景。碳化硅器件金锡焊料
焊点的抗剪强度是评价封装可靠性的**力学指标之一,直接关系到器件能否在振动、冲击等力学环境中保持结构完整性。金锡共晶焊料的室温抗剪强度通常在270~320MPa范围内,在常用焊料材料中处于较高水平。与普通锡银铜(SAC)无铅焊料相比,金锡焊料的抗剪强度约为SAC的2~3倍,这种差异源于两者微观组织的本质区别:金锡共晶组织中金属间化合物相的体积分数更高,相界障碍效应更强,位错运动的阻力更大。此外,金锡焊料在高温下仍能保持较高比例的室温强度,这是许多普通焊料所不具备的性能特点。在实际应用中,高抗剪强度对于以下场景尤为重要:大功率器件的芯片贴装(芯片面积大,焊点所受剪切力大);需要承受振动和冲击的机载、弹载电子设备;以及需要经受高重力加速度测试(如20000g冲击测试)的精密引信组件。通过对金锡焊料焊点进行系统性的剪切力测试,可以建立焊接工艺参数与焊点强度之间的关系模型,为产品设计和工艺优化提供量化依据,确保封装结构在规定的力学环境条件下可靠工作。碳化硅器件金锡焊料
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!