在复杂的多层封装和多芯片模块(MCM)制造过程中,需要执行多次焊接工序,每次焊接步骤的焊料熔点应从高到低依次递减,以确保后续焊接工序不会导致先前形成的焊点重熔。金锡焊料的280°C熔点使其在多次焊接工艺的层次设计中占据有利位置。典型的多层次焊接工艺方案示例如下:***层次(比较高熔点层)使用Au80Sn20金锡焊料(280°C)完成芯片与基板的贴装;第二层次使用Ag/Cu共晶焊料(779°C)或低温铜锡焊料(230°C)完成基板到外壳的连接;第三层次使用铅锡焊料(183°C,若允许)或锡银铜焊料(217°C)完成外部引脚或接口的焊接。通过合理选择各层次焊料的熔点,可以确保每个焊接步骤在足够低的温度下进行,不对已完成的焊点造成影响。在实际工程中,各层次焊料熔点之间的间隔通常建议不低于30~50°C,以在回流温度窗口中留有足够的工艺裕量,防止因温控精度不足而误熔先期焊点。金锡焊料的精确熔点(280°C)和窄熔化区间使其在多层次焊接工艺的层次设计中具有明确的工艺优势,是实现复杂封装结构高可靠性的重要材料选择依据之一。金锡焊料为中国航天等企业提供封装焊接支持。金锡焊料汽车 VCU 应用方案
在评价焊料材料的工程可靠性时,实验室测试数据固然重要,但经过大量实际应用验证的长期可靠性记录更具说服力。金锡焊料在***和航天领域已有超过四十年的工程应用历史,积累了丰富的可靠性实证数据。在***器件领域,采用金锡焊料封装的集成电路和微波器件被***部署于各类武器系统和***电子设备中,这些器件通常需要在严苛的使用环境中保持15年以上的正常工作寿命。大量维护数据表明,金锡焊点的失效率极低,绝大多数器件在规定寿命期内未出现因焊点失效引起的故障,充分验证了金锡焊料在***环境下的长期可靠性。在航天领域,多颗已在轨运行超过10年的通信卫星和对地观测卫星上的**电子器件,均采用金锡焊料进行芯片贴装和气密封接,迄今未见因焊料相关问题导致的在轨失效报告。这些真实的工程成功案例,是金锡焊料长期可靠性的有力佐证。正是这种经过数十年实际工程验证的可靠性记录,使金锡焊料在高可靠性封装领域保持着其他材料难以撼动的**地位,也是工程师在面临关键封装决策时选择金锡焊料的重要信心来源。金锡焊料 IVD 方案金锡焊料可配套预置银铜引线封装焊接使用。
机械冲击和振动是电子设备,特别是***及空间设备在服役过程中不可避免的力学环境载荷。封装焊点作为器件与基板之间的主要连接界面,是承受这些机械载荷的关键结构单元,其抗冲击和抗振动能力直接决定了设备的力学可靠性。金锡焊料具有较高的硬度(维氏硬度约HV150~180)和弹性模量(约68GPa),这意味着在受到外部冲击时,焊点本身能够凭借较高的刚度抵抗形变,降低因应力集中导致裂纹萌生的风险。同时,其层片状共晶微观组织对裂纹扩展具有一定的阻碍作用,有助于提升焊点的断裂韧性。在MIL-STD-883规定的力学测试项目中,包括机械冲击测试(MechanicalShock,TestMethod2002)和振动测试(Vibration,TestMethod2007),金锡焊料封装的器件通常能够满足A/B级可靠性要求。对于特别严苛的应用场景(如弹载引信、火工品控制电路),还需进行专项的高g值冲击测试(如15000g、20000g),金锡焊料凭借其**度和良好的界面结合质量,能够在此类极端力学条件下保持焊点完整性。合理的焊点设计与工艺控制,结合金锡焊料的力学性能优势,是确保高可靠性封装产品力学环境适应性的技术基础。
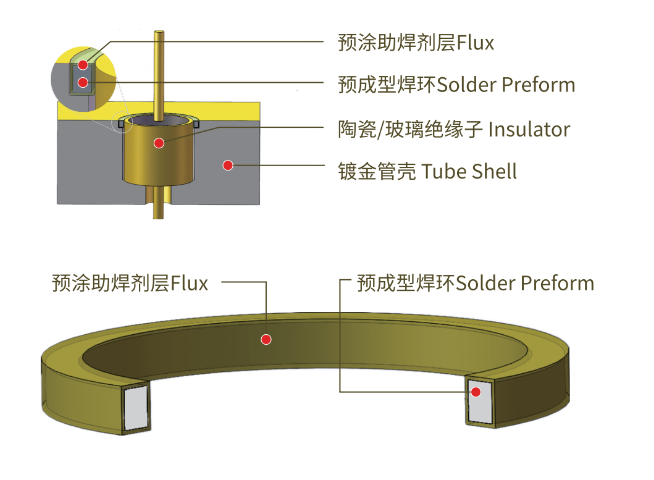
在金锡焊料封装工艺中,焊料层厚度是影响焊接质量的关键工艺变量之一。合理的焊料厚度设计需要在多个相互制约的因素之间寻求平衡。焊料层过薄的问题:当焊料厚度小于某一临界值(通常为25μm)时,焊料量不足以填充封接界面上的所有微观凹坑和不平整区域,容易形成大面积空洞,导致导热路径不连续、力学强度下降和气密性不足;过薄的焊料层在冷却凝固时也更容易产生残余应力集中。焊料层过厚的问题:焊料层过厚(通常超过200μm)会增加焊点的顺应性,一定程度上有利于吸收热错配应变;但同时也会降低整体封装结构的尺寸精度,并可能在焊料层中产生孔洞或气泡聚集。此外,焊料用量增加也直接增加了贵金属材料的成本,不利于生产经济性。从工程实践经验来看,金锡焊料层的比较好厚度范围通常为50μm~150μm,具体值需根据封装结构的几何特征(如芯片面积、封接台阶高度)和热-力仿真结果来确定。工艺控制方面,通过精确的预成型片厚度控制和夹具设计,可以将**终焊缝厚度控制在设计目标值的±15%范围内,确保焊接质量的一致性。材料焊接实验中心,测试金锡焊料焊接性能。
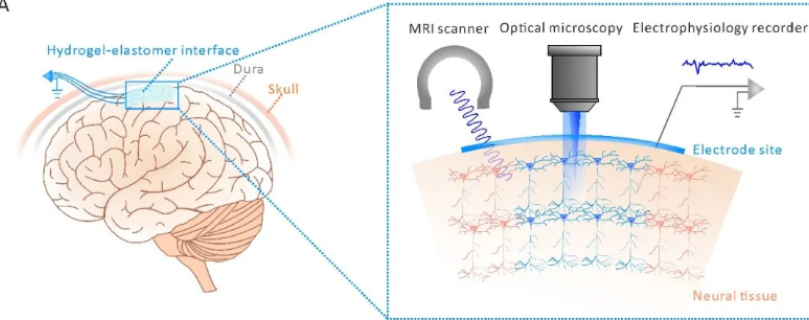
微机电系统(MEMS)是将微米级的机械结构、传感器、执行器和电子电路集成在同一芯片上的微型系统。MEMS器件封装的特殊性在于:封装过程中的温度、压力和化学环境必须与脆弱的微机械结构兼容,不能造成结构损伤或性能漂移。金锡焊料在MEMS封装中的主要应用场景包括:MEMS芯片与基板的气密封接(常见于惯性传感器、压力传感器和谐振器);通过晶圆键合(Wafer-LevelBonding)实现的晶圆级MEMS封装;以及需要在密封腔内维持特定气压(真空或惰性气体)的MEMS封装结构。MEMS封装对焊接工艺的主要要求是低温、低压和清洁气氛。金锡焊料的280°C熔点虽然高于铟焊料,但仍处于多数MEMS结构材料(硅、玻璃、SiO₂、Si₃N₄)可承受的温度范围内,且其气密封接质量优于铟焊料。在晶圆级封装中,通过在晶圆表面磁控溅射沉积金锡薄膜,再将顶盖晶圆与器件晶圆在真空键合炉中进行回流焊,可以实现MEMS器件的批量气密封装,大幅提升生产效率,降低单件封装成本。随着MEMS技术在汽车电子、消费电子和医疗器械领域的***普及,金锡焊料在MEMS封装中的应用也呈现出持续增长的趋势。预成型金锡焊料,贴合现代电子封装高效生产。金锡焊料 IVD 方案
金锡焊料生产遵循 ISO45001 职业健康体系要求。金锡焊料汽车 VCU 应用方案
金锡焊料是以金(Au)和锡(Sn)为主要成分的二元合金焊料,其中应用较为***的共晶成分为80wt%Au-20wt%Sn,即通常所说的Au80Sn20合金。这一比例并非随意选取,而是经过严格热力学计算与大量工程实践验证得出的比较好配比。在Au-Sn二元相图中,80/20成分处于共晶点附近,该成分合金在特定温度下同时完成液-固相变,凝固组织均匀细腻,不存在较宽的两相区,从而有效避免了凝固偏析问题。合金的微观组织由ζ(Au5Sn)相和δ(AuSn)相交替排列构成,两相在凝固过程中协同生长,形成层片状共晶结构。这种精细的层片结构赋予焊料良好的导热性与导电性,同时保持适当的机械强度。值得注意的是,该合金中不含铅、镉等有害重金属元素,符合国际RoHS环保指令要求,可广泛应用于对环保合规有严格要求的**和**民用电子领域。部分特殊应用场景还会在基础Au-Sn配方上微量添加其他元素,如铟(In)或银(Ag),以进一步调节熔点或改善焊接润湿性,但**成分始终以Au和Sn为主导。正是这种经过精心设计的合金成分,使金锡焊料在高可靠性封装领域具备其他焊料难以替代的独特价值。金锡焊料汽车 VCU 应用方案
汕尾市栢科金属表面处理有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**汕尾市栢科金属表面处供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!