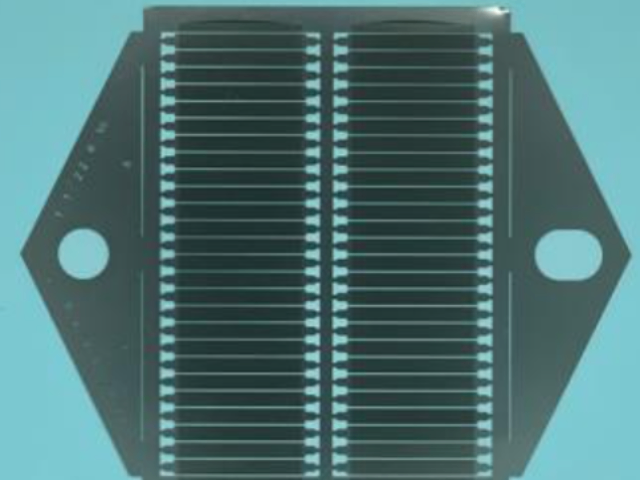
在金锡二元合金体系里,共晶点对应的成分约为80wt%Au-20wt%Sn(原子百分比约为73.5at%Au-26.5at%Sn),共晶温度为280°C。这一数据来源于大量实验测定与热力学数据库计算的综合结果,被冶金学界***认可。共晶合金的**特征在于其单一的熔化温度,即在280°C时由固态直接转变为液态,没有固液两相共存的"糊状区"。这一特性对焊接工艺而言意义重大:工程师能够精确控制焊接温度窗口,降低工艺设计难度,提升焊点质量的重复性与一致性。与具有宽熔程区间的非共晶合金相比,Au80Sn20在回流焊过程中润湿迅速、铺展均匀,焊点空洞率明显降低。从相图角度分析,当合金成分偏离共晶点时,熔点会随之升高,并出现固-液两相共存区间。因此,在实际生产中需严格控制原材料纯度与配比精度,确保合金成分落在共晶点附近的合理范围内,以充分发挥共晶成分的工艺优势。对于有特殊需求的应用场景,也可选择富金或富锡的非共晶成分以调节熔化温度,但需相应调整焊接工艺参数。正是深刻理解Au-Sn相图的热力学规律,才能在实际应用中做到精细控制、稳定生产。金锡焊料适配航天领域电子元器件封装使用。金锡焊料载带包装
金锡焊料的表面状态对焊接质量具有直接影响。在金锡合金中,锡元素在空气中具有一定的氧化倾向,当暴露在潮湿或富氧环境中时,合金表面会逐渐形成SnO₂氧化薄膜。氧化膜的存在会阻碍润湿,影响焊料铺展,并可能在焊点内部引入夹杂物,降低焊接质量。为控制氧化风险,金锡焊料产品通常采用真空封装或充氮密封包装,避免在储存和运输过程中与潮湿空气接触。建议的储存条件为温度20~25°C、相对湿度40%以下的洁净干燥环境,避免与酸性或碱性气体共存。在实际使用前,若发现焊料表面有明显氧化变色,应进行适当的清洁处理后再投入使用。在焊接工艺方面,金锡焊料通常在氮气保护或真空环境下进行回流焊,以防止焊接过程中的氧化干扰。氮气浓度一般要求氧含量低于100ppm,真空回流则要求系统真空度优于10⁻²Pa。合理的储存管理与工艺气氛控制,是保障金锡焊料焊接质量稳定性的重要环节,也是精密电子封装生产线质量管理体系的组成部分。金锡焊料微波电路板方案金锡焊料可配套迈瑞医疗电子设备封装使用。

当金锡焊料封装的器件出现失效或性能异常时,开展系统性的失效分析对于查明失效原因、改进工艺设计和预防同类问题复发至关重要。失效分析通常按照"由外到内、由宏观到微观"的原则有序展开。宏观检查阶段:使用光学显微镜对失效器件的外观进行***检查,记录外观异常(变色、裂纹、气泡、溢焊等),初步判断失效的可能位置和类型。对于气密封装器件,首先进行氦质谱漏率检测,判断气密性是否受损。无损检测阶段:采用X射线透射检测(X-ray)观察焊点内部是否存在空洞、裂纹或异物;采用超声扫描显微镜(SAM)检测界面分层或脱粘缺陷;对于涉及电气失效的问题,进行电气参数测试以确认失效模式(短路、断路或参数漂移)。破坏性分析阶段:通过机械剖面或精密研磨制备焊点截面样品,在扫描电子显微镜(SEM)下观察焊点微观形貌,评估金属间化合物层厚度、组织均匀性和裂纹形态;采用能谱分析(EDS)确认界面化学成分;对于疲劳裂纹,通过断口形貌分析判断裂纹起源和扩展模式。综合各阶段分析结果,形成失效分析报告,明确失效机理,提出有针对性的改进建议,推动封装工艺的持续改进。
金锡焊料作为含贵金属的战略性材料,其采购和供应链管理具有一定的特殊性,需要采购方建立适应贵金属材料特点的专项管理机制。在供应商选择方面,金锡焊料的采购应优先选择具有完整质量体系认证(ISO9001、GJB9001或AS9100)、稳定生产能力和良好交货记录的正规生产企业,并建立经过资质审核的合格供应商名录。对于**和航天用途,还需确认供应商持有相关的武器装备科研生产许可证和行业资质,避免使用来源不明或未经认证的材料。在采购合同管理方面,采购合同应明确技术要求(成分、尺寸、性能指标及其验收方法)、质量文件要求(出厂检验报告、成分分析报告、熔点测试报告等)、包装和运输要求以及质量追溯要求。对于大批量采购,可采用框架合同方式,结合黄金价格指数约定价格调整机制,降低贵金属价格波动风险。在供应链风险管理方面,金锡焊料依赖稀缺的黄金资源,供应链稳定性需要重点关注。建议对关键用量的金锡焊料保持合理的安全库存(通常3~6个月的使用量),并建立备用供应商资源,以应对可能的供货中断风险。定期对供应商进行现场审核,评估其质量体系运行状况和生产能力,确保供应链的持续稳定。金锡焊料耐温性佳,适配高温封装焊接环境。
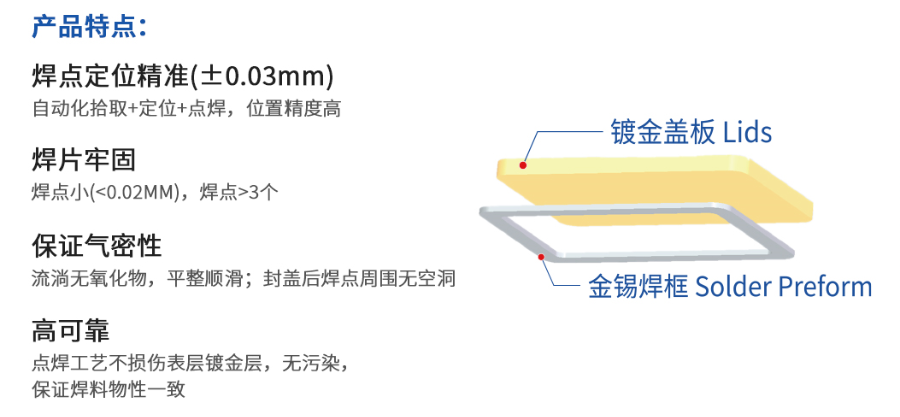
微机电系统(MEMS)是将微米级的机械结构、传感器、执行器和电子电路集成在同一芯片上的微型系统。MEMS器件封装的特殊性在于:封装过程中的温度、压力和化学环境必须与脆弱的微机械结构兼容,不能造成结构损伤或性能漂移。金锡焊料在MEMS封装中的主要应用场景包括:MEMS芯片与基板的气密封接(常见于惯性传感器、压力传感器和谐振器);通过晶圆键合(Wafer-LevelBonding)实现的晶圆级MEMS封装;以及需要在密封腔内维持特定气压(真空或惰性气体)的MEMS封装结构。MEMS封装对焊接工艺的主要要求是低温、低压和清洁气氛。金锡焊料的280°C熔点虽然高于铟焊料,但仍处于多数MEMS结构材料(硅、玻璃、SiO₂、Si₃N₄)可承受的温度范围内,且其气密封接质量优于铟焊料。在晶圆级封装中,通过在晶圆表面磁控溅射沉积金锡薄膜,再将顶盖晶圆与器件晶圆在真空键合炉中进行回流焊,可以实现MEMS器件的批量气密封装,大幅提升生产效率,降低单件封装成本。随着MEMS技术在汽车电子、消费电子和医疗器械领域的***普及,金锡焊料在MEMS封装中的应用也呈现出持续增长的趋势。金锡焊料适配微电子行业微组装焊接工艺。海丰金锡焊料厂家
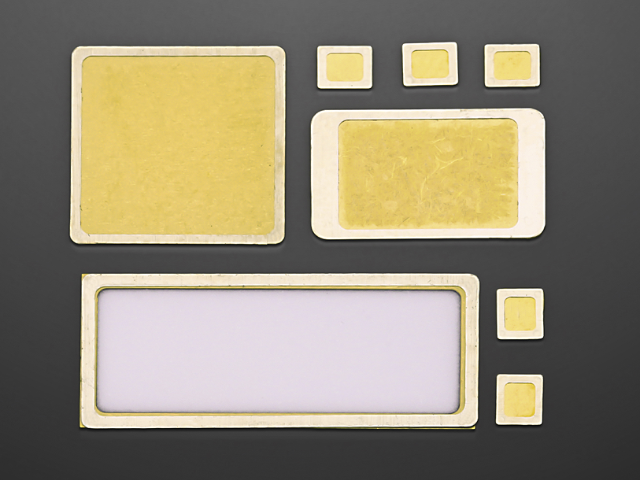
金锡焊料采用高纯金锡合金原料,品质更可靠。金锡焊料载带包装
热膨胀系数(CTE)的匹配程度是决定封装焊点热应力水平的**参数。当焊料与被连接材料的CTE差异较大时,在温度循环过程中焊点会承受***的热错配应力,加速疲劳失效。金锡共晶焊料的CTE约为15.9×10⁻⁶/K,这一数值介于常用封装基板材料(如氧化铝陶瓷:约7×10⁻⁶/K;氮化铝陶瓷:约4.5×10⁻⁶/K;硅:约3×10⁻⁶/K;铜:约17×10⁻⁶/K)之间。在芯片与基板之间的焊料层设计中,焊料的CTE与被连接材料之间总会存在一定差异,关键是通过合理的焊点几何设计和厚度控制来将热应力控制在焊料的疲劳极限以内。值得注意的是,金锡焊料较高的弹性模量(约68GPa)意味着在给定热应变下,其产生的热应力水平高于模量较低的焊料(如铟焊料)。因此,在CTE失配较大的界面(如硅芯片/铜基板),可能需要通过设计适当厚度的焊料层或采用缓冲层结构(如铜-钼-铜复合层)来降低焊点热应力水平,确保器件在规定温度循环范围内的可靠性满足要求。CTE匹配分析是精密封装设计的重要步骤,需要结合具体的材料体系和使用环境进行定量评估。金锡焊料载带包装
汕尾市栢科金属表面处理有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的电子元器件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同汕尾市栢科金属表面处供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!