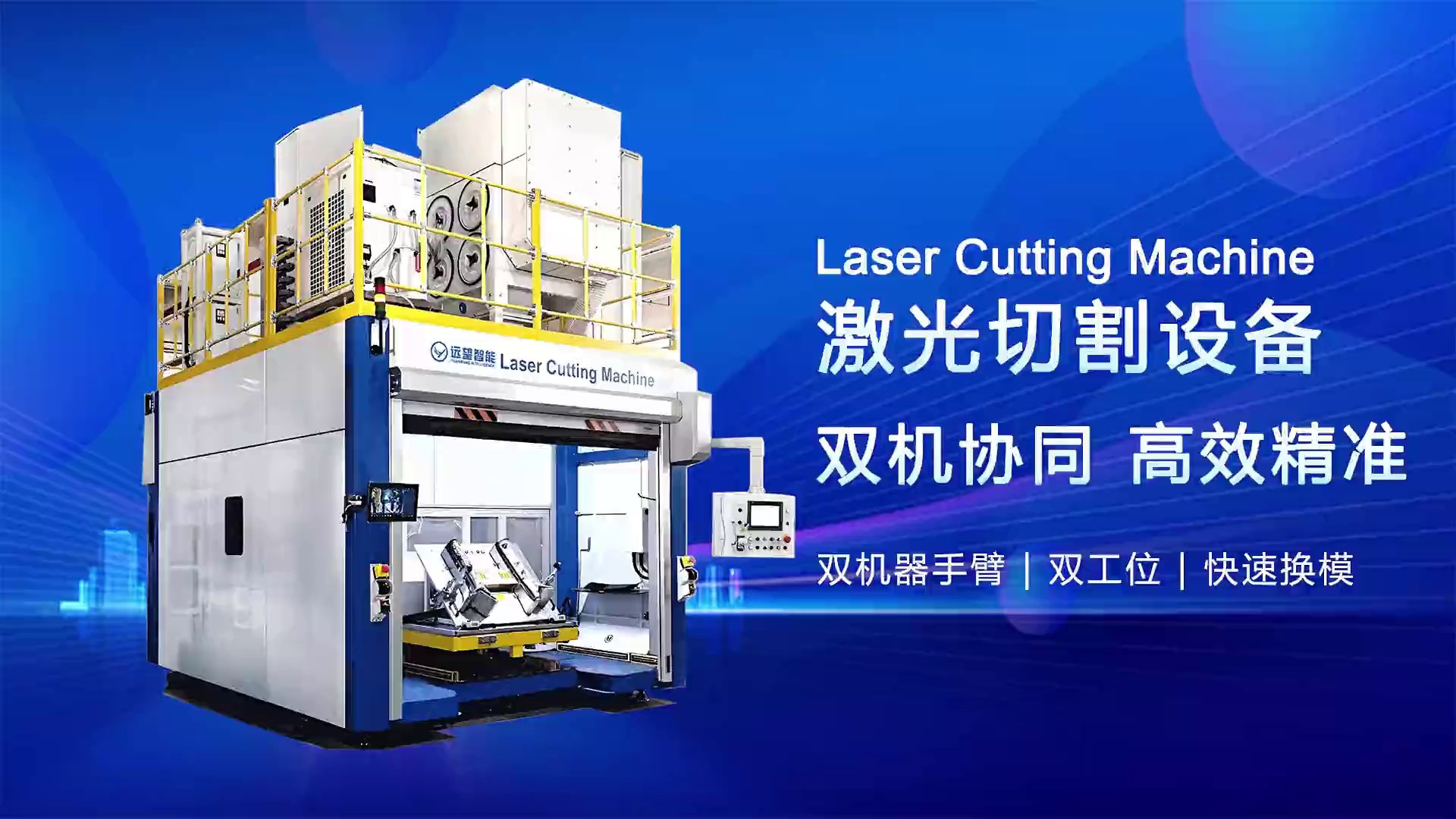
车间多品类混线生产场景下,本机凭借快速换模与智能参数调配缩短换产间隔,模具拆装配合电控一键调参,整体耗时维持在 5 分钟。双机器人运算程序可修改轨迹参数,面对新款异形立柱产品,录入图纸数据即可调整机械臂运动路线。双工位回转结构优化间歇时序,前一个工位加工临近收尾,后一工位提前完成备料,实现生产不间断衔接。前端人工作业区规划物料分区摆放位,不同材质坯料分开存放,减少取料找寻耗费的多余时间。防护系统三类构件协同运作,卷帘门隔绝加工烟尘,光栅防范人员误触加工区,24 小时视频留存方便事故原因梳理。±0.05mm 尺寸波动满足装车配套条件,50-500mm/s 灵活变速适配软硬物料,常规加工产品单件周期控制在 30s 以内。换模后系统调取内置工艺数据库,自动匹配切割速率与功率,省去人工逐项调试步骤。ABC柱激光切割冷却节拍
复合夹层结构的汽车内饰皮革件加工时,激光热源集中在裁切线路,夹层其余区域受热范围有限,避免夹层胶层受热脱开。双机器人依靠协同程序同步控速,沿着夹层构件异形轮廓匀速走刀,保证多层面料切口对齐。双工位交替作业拆分备料与加工工序,一边产出成品一边装填新坯料,拉长设备连续运转时长。前端操作工按照物料分类依次上料,工位分区设计减少混料带来的加工失误。三层防护部件接入整机主控,卷帘门启停联动激光开关,光栅感应触发即刻断光停机,24 小时监控存储全部生产画面。5 分钟快速换模搭配智能参数调取,±0.05mm 尺寸波动适配夹层件装配,50 至 500mm/s 调速适配不同夹层厚度,单件工件加工周期稳定在 30s 之下。高精度激光切割定制前端人工工位预留宽裕操作空间,物料摆放容错率提升,降低操作工上料失误发生概率。

从原料上料至成品裁切出料,设备依靠双工位轮换结构理顺全工序排布,两个工位互不占用彼此作业时段,持续压缩生产线闲置时间。双机器人搭载单独的伺服信号传输线路,协同作业时实时交换位置数据,针对 B 柱复合皮革件完成沿边环切。前端人工上料流程经过工序精简,操作工只需完成物料定位摆放,后续全部裁切动作交由设备自动运行。三重防护部件接入整机控制系统,卷帘门随加工工序自动开合,光栅实现近距离安全预警,监控系统全天记录设备运行实况。快拆工装底座统一标准化接口,更换模具全程耗时控制在 5 分钟,切割公差稳定 ±0.05mm,50 至 500mm/s 的速度区间适配多种复合原料,市面主流车型内饰小件单件加工用时均低于 30s。
玻纤填充 PP 塑料硬度偏高,激光切割时容易产生硬质碎屑,设备预留除尘风口,可接驳负压管路集中收集碎屑优化车间环境。双机器人加大伺服扭矩适配硬质坯料限位,沿 B 柱异形塑胶轮廓匀速走刀,减少断刀式切割带来的尺寸偏差。双工位台面开槽导流碎屑,碎屑顺着槽口落入收纳盒,减少碎屑堆积影响原料摆放。前端操作工定时清理工位碎屑,维持台面整洁度,加快上料操作速度。自动卷帘门闭合后形成密闭集尘空间,光栅预警人身风险,全天候监控留存碎屑异常堆积时段录像。5 分钟完成工装更换,±0.05mm 公差满足玻纤件装配,50~500mm/s 变速适配原料,单件加工用时控制在 30s 以内。针对汽车外饰异形塑件定制加工逻辑,双机器人多角度摆位,顺着曲面轨迹精确完成裁切。
设备主控面板支持外接 U 盘导入新款产品加工图纸,图纸录入完成后系统自动生成裁切程序,减少人工编程耗时,方便新品快速上机。双机器人读取新程序后自主调整协同轨迹,适配全新规格异形立柱试样加工。双工位预留试样特定放置区域,量产与试样错峰在两个工位开展,互不干扰生产进度。前端操作人员可借助面板简易按键调取程序,短时间内完成新品上机筹备。自动卷帘门随程序启停自动闭合,光栅实时监测仓口状态,24 小时监控记录新品调试全过程。更换新品配套模具耗时约 5 分钟,±0.05mm 公差便于把控试样尺寸,50-500mm/s 按需变更速度,单件试样加工用时控制在 30s 之内。设备配备自动卷帘门、安全光栅、全天候监控三类防护配置,多方位规避现场作业隐患。自动化激光切割哪家好
设备运行中卷帘门随加工启停自动开合,配合光栅感应,人员误入时即时暂停裁切动作。ABC柱激光切割冷却节拍
人造革包覆立柱构件表层纹路各不相同,激光非接触加工不会压坏表层纹理,成品外观状态可以契合装车外观要求。双机器人依靠协同程序实时微调激光头高度,跟随 A/B/C 柱曲面起伏调整焦点位置,保证切口均匀。双工位回转点位经过反复标定,每次工位停留位置误差偏小,包覆件装夹后定位稳定。前端人工工位设置简易标尺辅助摆料,操作工快速摆正包覆坯料,缩短单件上料耗时。防护系统三类构件协同护航加工,卷帘门阻隔烟尘外泄,光栅预警近身风险,全天监控留存生产录像。快拆模具 5 分钟完成换产调试,±0.05mm 公差把控成品外形,50~500mm/s 变速适配人造革软硬差异,单件裁切用时低于 30s。ABC柱激光切割冷却节拍