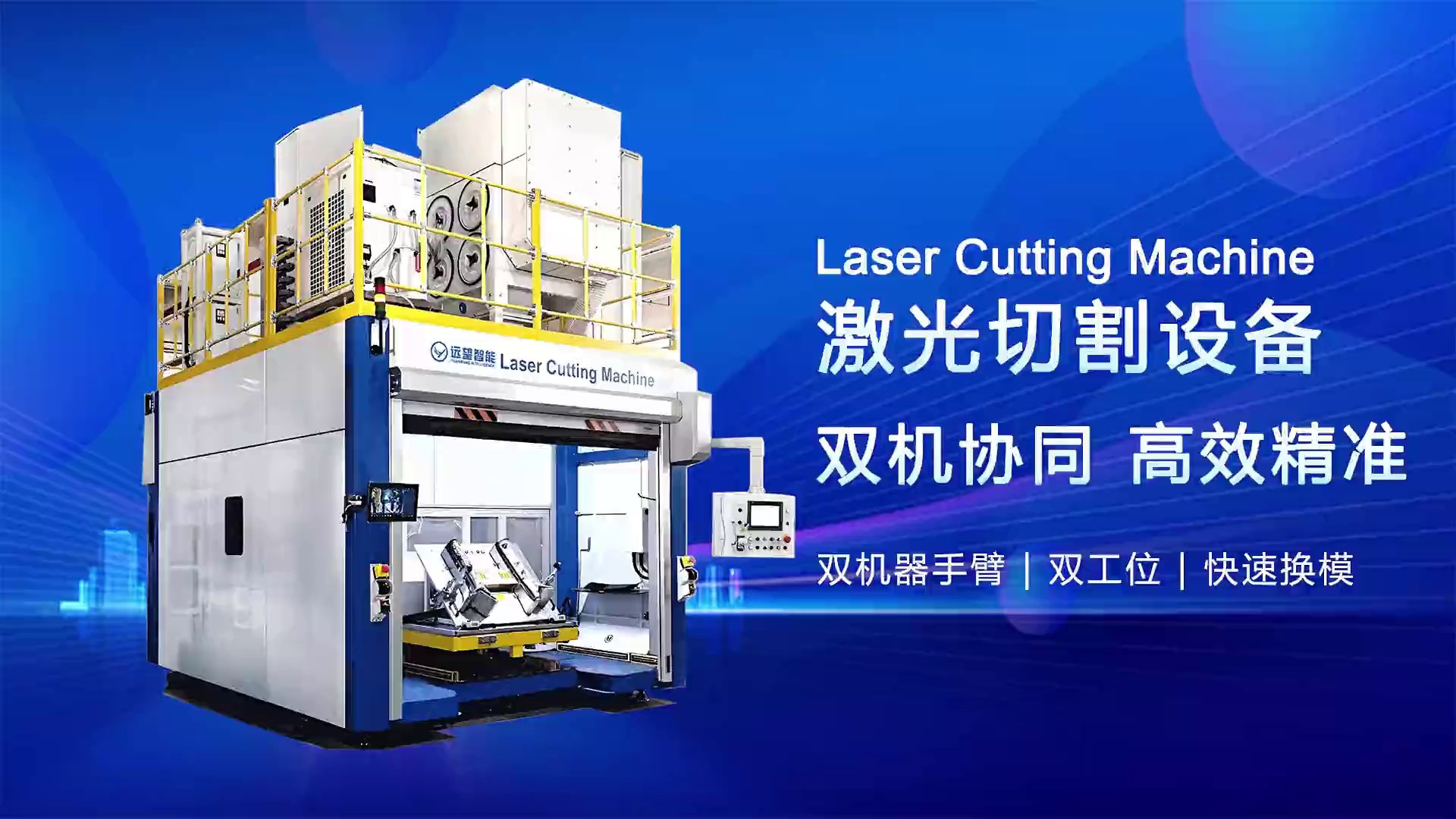
设备光路组件设置恒温防护结构,车间环境温度出现小幅浮动时,光斑形态不易异变,长时间量产依旧可以稳定把控裁切尺寸。双机器人协同算法加入温度补偿程序,抵消环境温差带来的机械臂微量位移,适配各类异形立柱加工。双工位轮换节奏可在系统后台微调,匹配车间当日排产计划,灵活变更上下料间隔。前端操作人员经过短期培训即可熟练完成上料作业,人机配合节奏随熟练度逐步提升。自动卷帘门、安全光栅、全天候监控组成多层安全屏障,从物理、电气、溯源多角度管控作业隐患。5 分钟快速完成模具更换,系统自动适配加工参数,±0.05mm 尺寸偏差稳定可控,50-500mm/s 速度可调,常规内饰件单件加工周期处于 30s 标准内。换模后系统调取内置工艺数据库,自动匹配切割速率与功率,省去人工逐项调试步骤。绿色激光切割报价
从原料上料至成品裁切出料,设备依靠双工位轮换结构理顺全工序排布,两个工位互不占用彼此作业时段,持续压缩生产线闲置时间。双机器人搭载单独的伺服信号传输线路,协同作业时实时交换位置数据,针对 B 柱复合皮革件完成沿边环切。前端人工上料流程经过工序精简,操作工只需完成物料定位摆放,后续全部裁切动作交由设备自动运行。三重防护部件接入整机控制系统,卷帘门随加工工序自动开合,光栅实现近距离安全预警,监控系统全天记录设备运行实况。快拆工装底座统一标准化接口,更换模具全程耗时控制在 5 分钟,切割公差稳定 ±0.05mm,50 至 500mm/s 的速度区间适配多种复合原料,市面主流车型内饰小件单件加工用时均低于 30s。高性价比激光切割选型方案智能协同程序存储百余种加工配方,更换模具后调取对应配方,快速匹配工件裁切工艺参数。

设备运动轴搭载防尘密封配件,裁切产生的塑料粉尘不易侵入传动结构,延缓机械损耗,拉长整机稳定运行周期。双机器人协同运行轨迹定期可通过程序一键自检,自动修正微小走位偏差,适配多批次异形 B 柱量产。双工位旋转台面表层做防滑耐磨处理,皮革、塑料坯料放置后不易打滑移位。前端人工操作台边缘加装防护围挡,阻挡物料滚落地面,减少原料损耗。自动卷帘门、防护光栅与全天候监控组成闭环防护体系,任一环节触发异常都能快速关停激光输出。卡扣式模具配件简化换装步骤,整体换模用时 5 分钟,±0.05mm 公差维持量产一致性,50-500mm/s 灵活变速,常规内饰件单件加工时长落在 30s 管控范围。
多色拼接皮革内饰件各色面料收缩系数存在差异,设备分段调整切割速度,不同色块对应 50 至 500mm/s 区间内不同档位,平衡各色料受热收缩幅度。双机器人依照拼接缝轨迹协同走刀,保证拼接线与切割线路重合,成品拼接缝隙规整。双工位分开存放不同色系皮革,操作工提前分色码料,上机时直接取用缩减分拣时间。前端工位设置分隔料架,多色原料分区摆放避免混色错切,降低成品报废概率。三重防护联动主控系统,卷帘门阻隔有色烟尘,光栅近身停机,24 小时监控留存错切问题时段影像。更换拼接件工装耗时 5 分钟,±0.05mm 尺寸偏差适配成品组装,单件加工用时不超出 30s 标准。激光热源集中在裁切轨迹处,周边原料受热范围小,塑料、布料不易出现受热变形状况。
新品试样试制阶段,设备依托激光无刀模加工特性,导入产品图纸程序即可开展裁切,省去实体刀模开制开销。双机器人协同算法支持临时修改行走轨迹,针对小批量异形 B 柱样品灵活调整裁切路径。双工位工作台预留试样特定放置区域,试制与量产工件可错峰在不同工位加工,互不干扰进度。前端人工工位便于操作人员随时取放试样坯料,快速比对成品加工效果。设备防护系统全程护航试制过程,卷帘门封闭加工空间,光栅防范试制调试时人员误碰光路,24 小时监控记录调试全流程。更换试制工装耗时约 5 分钟,±0.05mm 的公差方便把控试样尺寸,50-500mm/s 按需更改加工速度,单件试样裁切耗时同样可以控制在 30s 以内。人机交互界面简化操作按键,新手操作工经短时培训,即可单独完成前端原料上料工作。高性价比激光切割选型方案
机器人协同算法实时修正走位偏差,面对起伏多变的 C 柱异形件,裁切路径贴合产品图纸。绿色激光切割报价
泡泡纱布艺内饰表面凹凸起伏,激光头跟随面料外形微调高度,50~280mm/s 中低速裁切防止凸起点位被激光灼穿,轻薄泡泡纱可上调速度至 400mm/s 以上。双机器人依靠高度补偿算法实时改动激光头坐标,顺着凹凸异形饰件边沿平稳走刀。双工位平铺泡泡纱坯料,借助台面限位条固定面料四角,减少加工中面料起皱跑偏。前端操作工舒展面料后再摆放至工装,提前抚平褶皱降低加工不良概率。自动卷帘门隔绝细小纱絮,光栅防范人员误触运行光路,24 小时监控留存泡泡纱加工记录。更换布艺工装耗时 5 分钟,±0.05mm 公差把控成品外形,单件裁切用时管控在 30s 以内。绿色激光切割报价