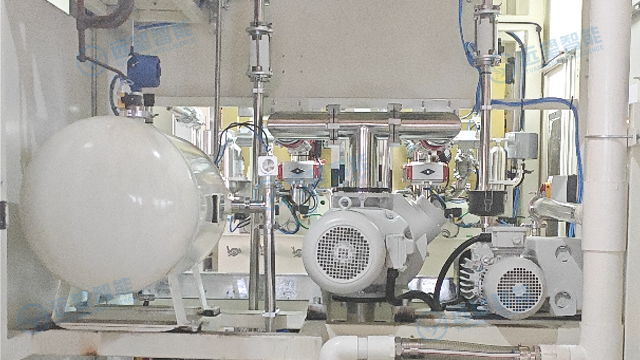
真空吸附系统配置了2台高真空旋片式真空泵,单台抽气速率40m³/h,极限真空度-98kPa,采用一用一备配置,确保系统可靠性。系统配备150L真空储罐,能够在真空泵间歇工作时保持稳定的真空度,同时为合模瞬间提供充足的真空储备,防止因真空波动导致表皮移位。真空管路采用Φ32mm不锈钢管,沿下模四周均匀布置24个真空吸附孔,孔径Φ6mm,配合模具表面精细的导气槽设计,确保大面积表皮吸附均匀。真空压力传感器实时监测系统真空度,当真空度低于-60kPa时系统自动报警,提示操作人员检查真空泵或管路密封情况,防止因真空不足导致的表皮定位不良。65秒/2件极速节拍,满足汽车门板规模化量产的高效生产需求。高精度门板包覆机
设备电气控制系统采用西门子S7-1500系列高性能PLC作为控制关键,CPU型号1511T,处理速度高达1ns/指令,内置2MB程序内存和10MB数据内存,能够轻松应对复杂的控制算法和大数据量的处理需求。控制柜采用IP54防护等级,内部配置2台工业空调,在环境温度高达45℃时仍能将柜内温度控制在35℃以下,确保电气元件长期可靠工作。主要电气元件包括:西门子V90伺服驱动器6套、西门子S120变频器2台、魏德米勒继电器模块32个、菲尼克斯电源模块5套,全部选用国际品牌,确保系统稳定可靠。控制柜内部布线采用线槽分层布置,强弱电分离,标识清晰,方便维护和检修,系统平均无故障时间超过2000小时。上海门板包覆厂家上下模采用高精度加工工艺,定位误差小,保障门板包覆尺寸精确。
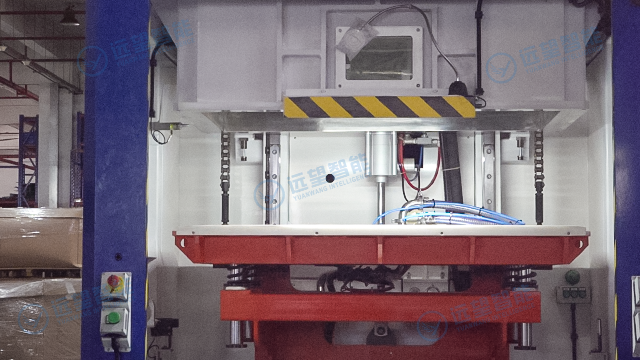
该设备的上下模定位系统采用单独精确定位结构,上模用于固定门板骨架,下模用于定位布料表皮,两者重复定位精度均达到±0.05mm,为包覆奠定了坚实基础。底模集成了先进的真空吸附功能,系统配备高负压真空泵,真空度可达-85kPa,可在2秒内完成表皮吸附,确保表皮在加热和合模过程中始终紧贴模具轮廓。真空管路沿模具轮廓均匀布置24个吸附孔,配合模具表面精细的导气槽设计,使吸附力均匀分布在整个表皮区域。这种高精度的定位方式,有效防止了因物料在加热过程中受热膨胀或气流扰动导致的移位,避免了包覆偏斜、褶皱等常见质量问题,确保每一件产品都能达到主机厂严格的外观尺寸要求。
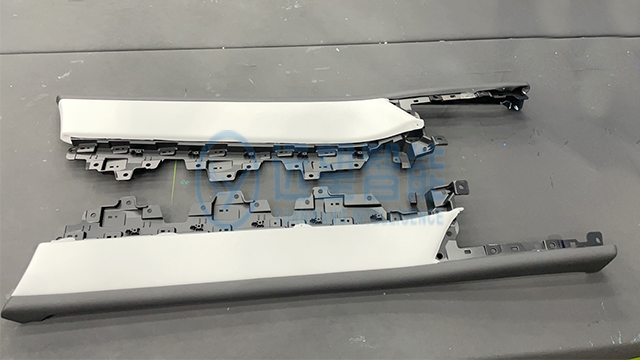
设备的滑块分布图不*展示推块状态,还集成了智能故障诊断辅助功能,帮助维护人员快速定位和排除故障。当推块发生故障时,界面自动弹出故障代码和文字说明,并在设备三维示意图上高亮显示故障推块的具体的位置。同时,系统会根据故障类型提供可能的故障原因列表(如:推块卡滞、伺服电机过载、限位开关故障、通讯中断等),并给出对应的排除步骤建议。这种智能诊断功能使非专业维护人员也能快速处理常见故障,减少了对高级技术人员的依赖。系统还记录了每个推块的历史故障信息,便于分析故障规律,制定预防性维护计划。包边平整光滑,无毛刺、无翘边,提升汽车门板整体外观质感。

设备在处理门板深槽区域包覆时表现优异,包覆深度可达80mm,能够满足大多数乘用车门板复杂造型的需求。对于深度超过50mm的槽型区域,真空吸附系统可提前建立-70kPa以上的高真空度,使表皮充分预成型并紧密贴合槽底,避免合模时产生空鼓。合模过程中,伺服系统采用低速合模策略(20mm/s)配合高压保压(120kN),确保深槽区域的表皮与骨架完全贴合,不留任何空隙。经实际生产验证,深度80mm的深槽区域包覆后气泡率低于0.5%,远远优于行业标准。这种优异的深槽包覆能力,使设备能够应对现代汽车内饰日益复杂的造型设计,满足主机厂对内饰品质不断提升的要求。门板包覆设备兼顾效率与品质,助力企业实现汽车门板高效、高质量生产。武汉门板包覆设备应用范围
冷水循环系统水质可过滤,避免管路堵塞,保障设备长期稳定运行。高精度门板包覆机
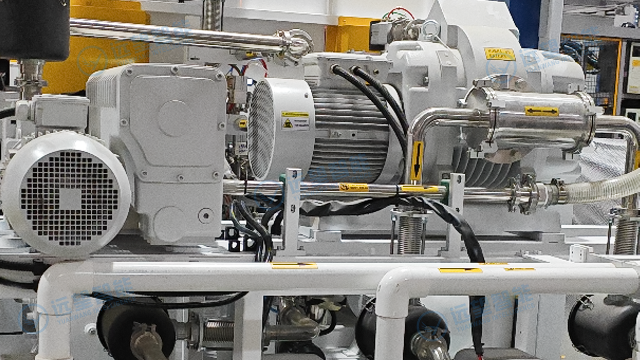
设备的冷却系统采用单独的冷水循环机组,制冷量10kW,水箱容量80L,能够满足设备连续运行时的冷却需求。冷却水温可设定范围5-30℃,控温精度±1℃,可根据不同胶水的固化特性灵活调节。冷却水通过分水器分配到底模和16组推块的单独冷却通道,总流量20L/min,确保每个需要冷却的部位都能获得充足的冷却介质。在推边完成后,冷却系统持续工作8秒,使包边区域温度从80℃迅速降至40℃以下,确保包边快速定型不反弹。相比自然冷却(通常需要60秒以上),主动冷却使工艺节拍缩短了50%以上,同时保证了包边效果的持久稳定。冷却机组采用变频压缩机,根据负载自动调节制冷量,节能高效。高精度门板包覆机