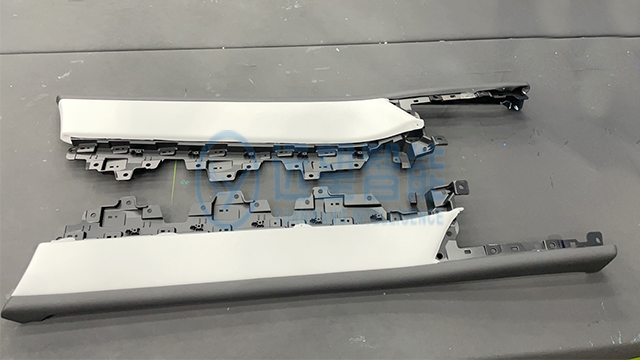
该设备具备极强的产品兼容性,专为汽车门板系列化产品开发,可生产前门上饰板、前门中饰板、后门上饰板、后门中饰板四种主流门饰板类型。每种产品对应一套特定的胎膜模具,模具采用精密铸造工艺制造,表面经过渗氮处理,硬度高、耐磨性好,使用寿命可达50万次以上。模具更换采用快速换模系统,只需15分钟即可完成一套模具的更换,配合配方管理系统,换型总时间控制在20分钟以内。设备可加工门板尺寸范围为800mm×500mm×150mm,覆盖了A级车到C级车的主流门板尺寸需求。这种高度的产品兼容性,赋予生产线极大的柔性,使客户能够轻松应对多品种、小批量的生产模式,灵活响应市场变化。通过伺服控制合模精度,将门板骨架与表皮紧密覆合,包覆平整无气泡。高性能门板包覆
设备的冷却系统采用单独的冷水循环机组,制冷量10kW,水箱容量80L,能够满足设备连续运行时的冷却需求。冷却水温可设定范围5-30℃,控温精度±1℃,可根据不同胶水的固化特性灵活调节。冷却水通过分水器分配到底模和16组推块的单独冷却通道,总流量20L/min,确保每个需要冷却的部位都能获得充足的冷却介质。在推边完成后,冷却系统持续工作8秒,使包边区域温度从80℃迅速降至40℃以下,确保包边快速定型不反弹。相比自然冷却(通常需要60秒以上),主动冷却使工艺节拍缩短了50%以上,同时保证了包边效果的持久稳定。冷却机组采用变频压缩机,根据负载自动调节制冷量,节能高效。广州门板包覆设备源头厂家门板包覆设备全程自动化控制,涂胶均匀、贴合紧密,包覆品质稳定可靠。
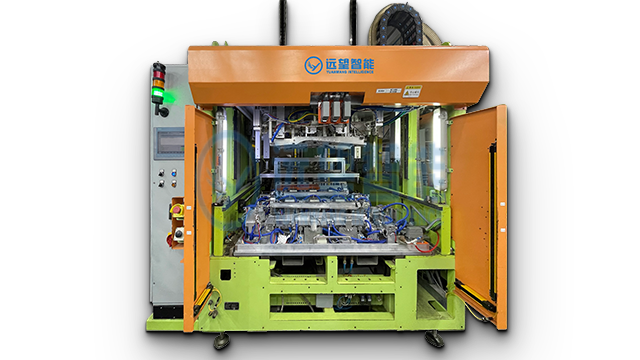
设备的能耗数据经过实测,在满负荷生产条件下(24小时连续运行,节拍65秒),整机总装机功率为45kW,实际运行平均功率为18.5kW,单件产品能耗约0.62kWh。能耗构成分析如下:加热系统占比约45%,伺服驱动系统25%,真空系统15%,气动及控制系统10%,冷却系统5%。相比传统热风加热型包覆设备(单件能耗约1.2kWh),本设备节能效果明显,单件节能约0.58kWh。按三班制、年工作300天计算,单台设备每年可为客户节省电费约8万元。这种低能耗设计不*降低了客户运营成本,也符合现代制造业绿色环保的发展趋势。
设备的人机界面系统基于西门子SIMATIC HMI平台开发,配备12英寸高亮触摸屏,分辨率1280×800,即使在强光环境下也能清晰显示。主界面采用模块化设计,集成9大功能模块:实时画面监控、工艺参数设置、滑块分布图、胎膜配置、状态监控、配方管理、维护保养、报警记录、系统设置,操作人员可一键直达所需功能。界面响应时间小于0.5秒,操作层级不超过3级,确保操作人员能够快速、直观地完成各项操作。系统还内置了在线帮助功能,对每个操作界面和参数都有详细的文字说明,降低了误操作风险。即使是初次接触设备的操作人员,经过简短培训即可熟练使用,大幅缩短了上岗培训周期。冷水循环快速凝固胶水,缩短生产周期,助力实现门板高效批量生产。
设备的操作培训采用“理论+实操+考核”三位一体模式,确保操作人员能够掌握设备的使用和维护技能。理论培训8学时,涵盖设备工作原理、安全操作规程、工艺参数含义、常见故障处理等内容。实操培训16学时,由工程师一对一指导,学员在真实设备上完成上下料、换模、参数设置、手动调试等操作,确保熟练掌握。考核通过后颁发上岗证书,未通过者可参加下一期培训。公司提供完整的培训教材,包括操作手册(120页)、维护手册(80页)、电气原理图(15张)、机械装配图(10张),方便客户后续查阅和内部转训。这种系统的培训体系,帮助客户快速建立自主的设备操作和维护能力。设备具备急停、防护功能,操作安全可靠,保障操作人员人身安全。小型门板包覆设备订做价格
设备操作便捷,参数可灵活调节,适配不同规格门板的包覆生产需求。高性能门板包覆
设备的控制系统支持多语言切换,内置简体中文、繁体中文、英文、日文、韩文五种语言界面,充分满足国际化生产和跨国企业管理的需求。语言切换操作简便,在系统设置页面选择对应语言后,界面所有文字、菜单、提示信息、报警内容、操作指引均自动切换至所选语言,无需重启系统。多语言支持不*方便了不同国家和地区操作人员的使用,也便于总部对不同工厂进行统一管理和培训。对于出口设备,这一功能极大地方便了海外客户的验收和日常使用,减少了语言障碍带来的沟通成本,提升了设备的国际市场竞争力。高性能门板包覆