如何焊接高纯与超高纯管路系统洁净管道TIG焊接设备必须根据洁净室的不同要求来特别设计和开发。智能化的焊接电源P3/P4可以为封闭式TIG管焊机头提供动力并实现控制功能。由于重量极轻,操作者可以无需任何提升装置即可移动设备,这对于维持洁净室的无菌状态很重要。操作装置可以分离于电源,这样电源本身可以放置在工作台之外。管管自动焊接准备分为两个部分:将工件固定在夹具内,然后是焊接机头的定位,包括电机,齿轮,气管等。可以通过平板电脑观察焊接的实时进程,其也可以展示实时焊接参数。所有数据同一时间被传输至工厂网络。总之,高纯行业工作的受限性已经催生出人们对于技术进步的持续追求。宝利苏迪已开发出“洁净”的TIG焊接设备,满足洁净环境下的管管对接,管接头焊接生产要求。 现代化的轨道式管道焊接设备MW可以实现焊接参数的实时监控。云南自动TIG焊机管道自动焊机自动氩弧焊接机
宝利苏迪POLYSOUDE薄壁管自熔管管焊机,不锈钢管焊机MW,UHP拥有非常广泛的应用,例如在以下领域:航空航天、半导体微电子,生物化学,仪器仪表,食品饮料,制药行业的不锈钢管道自动焊接,洁净管道焊接,水处理设备制造安装,气体高纯管路焊接等。采用不填丝自熔TIG氩弧焊接工艺,全位置焊接,管子材质多为奥氏体不锈钢,镍基合金或钛合金。直径覆盖范围为1.6mm至170mm,壁厚大多在0.2 mm至2.8mm之间。机头设计为封闭气室,可获得良好气体保护,满足以上行业焊接要求。 洁净管道自动焊机管焊机宝利苏迪POLYSOUDE特气管路焊机UHP专为不锈钢管自熔焊接设计,可焊管外径1.6到33.7 mm,用于微型接头焊接。

宝利苏迪提供全套TIG自动氩弧焊接设备用于双相不锈钢管道全自动焊接。双相不锈钢管的主要优势:·相较于其耐腐蚀性能以及其他类型的不锈钢而言,重量轻·强度高:大约是普通奥氏体或铁素体钢的两倍·其韧性和延展性高于普通钢:双相不锈钢比铁素体钢具有更好的韧性和延展性·耐腐蚀性能高:双相不锈钢耐腐蚀性能与奥氏体不锈钢相似·可支付成本:相较于耐用性能而言,双相不锈钢因其低镍含量而成为更为经济的材料选项.双相不锈钢管很难焊接。铁素体含量的增加会使双相钢和超双相钢的力学性能和物理性能下降。
宝利苏迪Polysoude全位置轨道TIG焊接技术可提供可靠工艺,确保焊接热量输入尽可能地低,从而获得比较低铁氧体水平。我们提供全套自动化TIG管管自动焊焊接机头和先进的TIG焊接电源供选择使用: MW不锈钢管道自动焊机可满足外径6至170mm洁净管道焊接中的各种不同应用场景。
宝利苏迪焊接电源P4和焊接机头MW40可组成一套封闭式自动焊接设备。该焊接设备描述:P4焊接电源特性:自动焊焊接编程器拥有智能直观型用户界面,使用高而可靠的工业电子元器件;实时焊接参数采集;高精度逆变焊接电源,设计紧凑,内置循环系统;总净重只有32Kg。MW40封闭式焊接机头特性:专为不锈钢、钛镍合金薄壁管自熔焊接设计;可自熔焊接至壁厚2.5mm;焊接过程中,密封腔中的保护气体覆盖整个焊缝防止氧化;紧凑设计,适用于空间受限应用;夹具方便快捷:特殊送气装置可避免微小的散失,并减少排除空气时间;内置遥控器,包括启动/停止,点动转动,衰减等功能:焊枪冷却闭环水冷系统,内置于电源内,受电源联动控制。不锈钢薄壁管管道焊机可以把焊接参数转存到个人电脑中处理及归档;可以从焊接电源直接打印焊接程序。

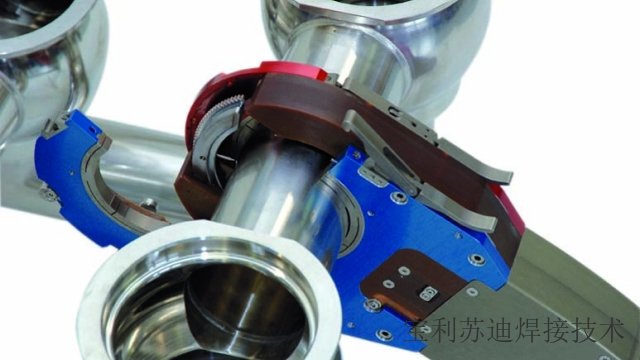
便携式管道自动焊机MW,UHP采用轨道式焊接工艺。当管子焊接质量要求较高时,通常选择轨道式焊接。且大多情况下,采用TIG焊接工艺,焊接机头由机械系统引导,围绕待焊工件旋转。“轨道式焊接”这个名词来自于焊接机头围绕工件的环形运动。通常来说,轨道焊接技术包含两个主要的应用:管管焊接/管道焊接管对管板焊接第一种应用包含所有类型的管子焊接,对接,法兰弯头,T型接头和阀门的焊接,能满足整个管道工程焊接要求。第二种应用涉及的是锅炉和热交换器的生产制造,包含与管板焊接操作相关的不同焊接任务。宝利苏迪L型窄间距机头基于管管对焊焊机MW,可用于制冷设备上换热管与U形管对接,避开干涉。辽宁封闭式管焊机管道自动焊机自动氩弧焊接机
好的焊工可以焊出合格焊缝,但是,自动化轨道TIG管管焊机,可以确保始终如一的品质,实现可重复生产。云南自动TIG焊机管道自动焊机自动氩弧焊接机
封闭式管管自动焊机,管管全自动焊机MW,UHP系列操作流程简单,主要有以下步骤:1.安装夹块。夹块尺寸根据待焊管件的外径选择。每个夹块都有一个锁定槽和一个止动槽。将夹块安装至全自动管管焊机头上。检查夹紧情况。管与管管对焊机头之间不得有任何移动,确保两根管子正确且对齐。2.安装钨极。自动氩弧焊机钨极必须始终进行预防性更换,以减少焊接缺陷。对于某些极端应用,钨极必须在每次焊接后进行更换。3.准备工件。管管TIG焊接前需对工件进行工件切口状态以及工件表面清洁状态检查。4.检查气体与冷却。焊接开始前,检查焊接保护气体与背气的连接通气情况。检查冷却回路是否正常工作。5.夹紧工件。夹紧前,确认夹块与待焊管子的直径相匹配。进行夹紧操作时切勿强行夹紧。开始焊接。将工件头部固定到位,夹紧一侧,以便观察焊缝接头并使钨极对准待焊接头,然后夹紧另一侧。 云南自动TIG焊机管道自动焊机自动氩弧焊接机