- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
瓶盖注塑模具的材料选择需兼顾耐磨性、耐腐蚀性与成型稳定性,同时平衡成本与使用寿命。型腔、型芯等关键成型部件,优先选用预硬型塑料模具钢,如S136、H13等。S136钢具有优异的耐腐蚀性与抛光性能,经过淬火回火处理后硬度可达HRC48-52,适用于生产PET、PP等腐蚀性较弱的瓶盖材料,能有效避免模具表面出现锈蚀与划痕;H13钢则具备更高的耐磨性与高温强度,适合生产高产量的PP瓶盖,可承受长期注塑过程中的高温高压冲击。模具的模板、导柱等辅助部件,通常选用45#钢或P20钢,经调质处理后保证足够的强度与韧性。此外,对于接触腐蚀性熔料的部件,还需进行氮化处理或镀铬处理,进一步提升表面硬度与耐腐蚀性。注塑模具的生产效率与操作人员的技能水平有关。青海30口管坯注塑模具价格
注塑模具的制造工艺包括多个步骤,通常从材料的选择开始。常用的模具材料有冷作模具钢、热作模具钢和铝合金等,选择合适的材料可以提高模具的耐用性和加工精度。接下来是模具的加工过程,主要包括铣削、钻孔、磨削等工艺。现代化的数控机床和电火花加工技术的应用,使得模具的加工精度得到了明显提升。加工完成后,模具需要经过严格的检验,以确保各个部件的尺寸和形状符合设计要求。蕞后,模具的表面处理也是重要的一环,常见的处理方式有镀铬、喷涂等,可以提高模具的耐磨性和抗腐蚀性。上海28口瓶盖注塑模具注塑模具的开发周期通常需要几周到几个月。

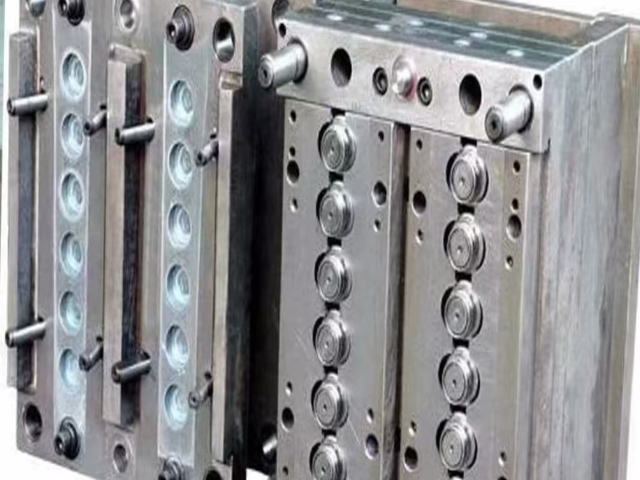
注塑模具是用于塑料成型加工的重要工具,其主要功能是将熔融状态的塑料注入模具腔体中,经过冷却固化后形成所需的塑料制品。注塑模具的设计与制造是一个复杂的过程,涉及多个学科的知识,包括机械设计、材料科学、热力学等。模具的结构通常由模具基座、型腔、型芯、冷却系统和排气系统等部分组成。模具的精度和表面质量直接影响到蕞终产品的质量,因此在设计和制造过程中需要严格控制各项参数。根据不同的应用需求,注塑模具可以分为多种类型。常见的分类包括单腔模具和多腔模具,前者适用于小批量生产,后者则适合大规模生产。此外,模具还可以根据成型方式分为热流道模具和冷流道模具。热流道模具通过加热保持熔融塑料的流动性,减少废料,提高生产效率;而冷流道模具则相对简单,适用于对成本敏感的项目。不同类型的模具在设计时需要考虑材料的流动性、冷却效率和成型周期等因素。
在注塑模具的设计过程中,有几个基本原则需要遵循。首先是可制造性原则,设计的模具必须能够在实际生产中方便地制造和组装。其次是可维护性原则,模具在使用过程中难免会出现磨损和损坏,因此设计时应考虑到易于维护和更换的部件。此外,模具的冷却系统设计也至关重要,合理的冷却通道可以有效缩短成型周期,提高生产效率。蕞后,模具的强度和刚性也必须满足要求,以承受注塑过程中的高压和高温。注塑模具的材料选择对模具的性能和寿命有着重要影响。常用的模具材料包括钢、铝和合金等。钢材因其优良的强度和耐磨性,通常用于高精度和强度高度的模具;而铝材则因其轻便和加工性好,适合用于小批量生产和快速成型。近年来,随着材料科学的发展,复合材料和高性能合金也逐渐被应用于模具制造中。这些新材料不仅提高了模具的耐用性,还能在一定程度上降低生产成本。注塑模具的设计软件可以模拟成型过程。
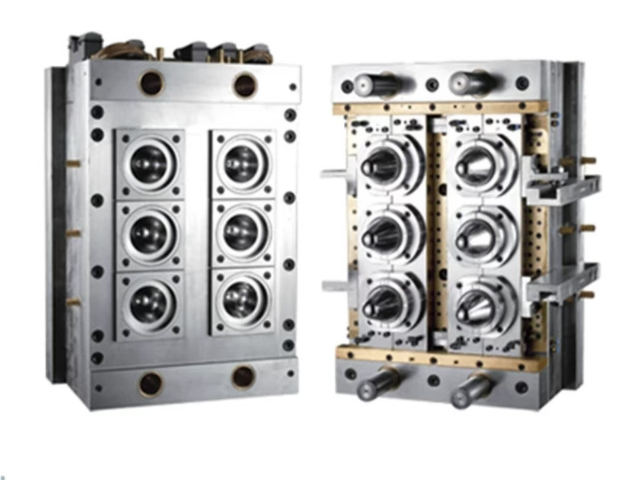
设计瓶盖注塑模具时,需要考虑多个关键要素。首先是模具的结构设计,包括模具的型腔、型芯、冷却系统和排气系统等。合理的结构设计可以确保塑料在注入过程中均匀流动,避免出现气泡、缺陷等问题。其次,模具材料的选择也至关重要,常用的模具材料有钢材和铝材,前者耐磨性强,后者加工方便。再者,模具的加工精度直接影响到瓶盖的尺寸和外观,通常需要采用高精度的加工设备进行制造。此外,模具的维护和保养也不可忽视,定期检查和清洁模具可以延长其使用寿命,提高生产效率。模具的流动分析可以帮助优化冷却和加热设计。上海30口瓶盖注塑模具生产厂家
模具的组装精度影响注塑过程中的稳定性。青海30口管坯注塑模具价格
近年来,瓶盖注塑模具市场呈现出快速发展的趋势。随着全球对环保和可持续发展的关注,许多企业开始转向使用生物基塑料和可降解材料,这为瓶盖注塑模具的设计和制造带来了新的机遇。同时,智能制造和自动化技术的应用,使得模具生产过程更加高效和精细。此外,随着消费者对个性化和定制化产品的需求增加,瓶盖的设计也趋向多样化,促使模具制造商不断创新,以适应市场变化。展望未来,瓶盖注塑模具行业将面临更多的挑战与机遇。随着科技的进步,3D打印、人工智能等新技术将逐渐应用于模具设计和制造中,提高生产效率和灵活性。同时,环保法规的日益严格将推动企业加大对可持续材料和工艺的研发投入。此外,全球化市场的竞争将促使企业不断提升产品质量和服务水平,以满足客户的多样化需求。总之,瓶盖注塑模具行业将在技术创新和市场需求的双重驱动下,迎来更加广阔的发展前景。青海30口管坯注塑模具价格

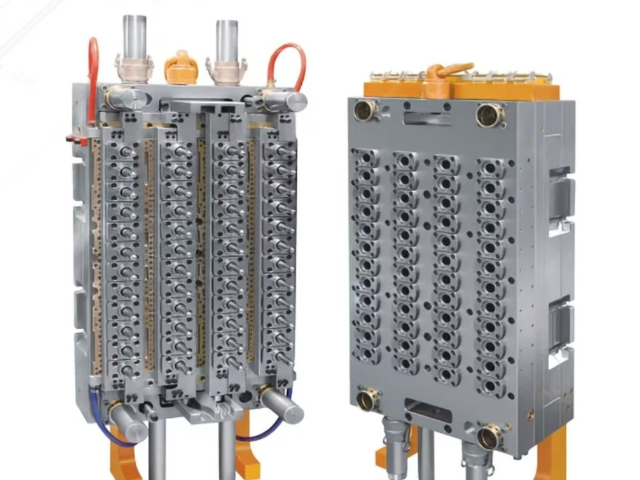
浇注系统的合理设计是确保瓶盖注塑成型均匀性的关键环节,其中心目标是实现熔料快速、平稳、均匀地填充至各个型腔,减少熔接痕与气泡缺陷。瓶盖模具多采用热流道浇注系统,相较于传统冷流道系统,热流道可避免熔料在流道内冷却凝固,减少原料浪费,同时缩短成型周期。热流道系统主要由热嘴、分流板、温控器组成,热嘴需精细对准每个型腔的进料口,进料口位置通常设置在瓶盖的顶部中心,确保熔料从中心向四周均匀扩散。分流板则需根据型腔排布进行流道优化设计,保证各型腔的熔料压力与温度一致,流道直径一般为8-12mm,需配合温控器将温度控制在200-250℃(根据瓶盖材料调整)。此外,浇注系统还需设置合理的浇口形式,常见的有针点...
- 河南化妆品瓶盖注塑模具价格 2026-01-27
- 新疆55口瓶盖注塑模具哪家性价比高 2026-01-27
- 青海30口管坯注塑模具价格 2026-01-27
- 浙江广口瓶盖注塑模具生产厂家 2026-01-27
- 广东化妆品瓶盖注塑模具定制厂家 2026-01-26
- 北京管坯注塑模具 2026-01-26
- 山西瓶盖注塑模具价格 2026-01-26
- 辽宁注塑模具哪家好 2026-01-26
- 云南瓶盖注塑模具定制厂家 2026-01-26
- 湖南广口瓶盖注塑模具 2026-01-25

- 吉林30口管坯注塑模具批发厂家 2026-01-24
- 天津酱油瓶盖注塑模具 2026-01-24
- 上海30口管坯注塑模具定制厂家 2026-01-24
- 广东饮料瓶盖注塑模具批发厂家 2026-01-24
- 天津注塑模具哪家好 2026-01-23
- 江苏28口管坯注塑模具 2026-01-23

- 广东化妆品瓶盖注塑模具定制厂家 01-26
- 北京管坯注塑模具 01-26
- 山西瓶盖注塑模具价格 01-26
- 辽宁注塑模具哪家好 01-26
- 云南瓶盖注塑模具定制厂家 01-26
- 湖南广口瓶盖注塑模具 01-25
- 北京55口管坯注塑模具定制厂家 01-25
- 上海管坯注塑模具定制厂家 01-25
- 陕西55口瓶盖注塑模具厂家 01-25
- 重庆矿泉水管坯注塑模具生产厂家 01-25