- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
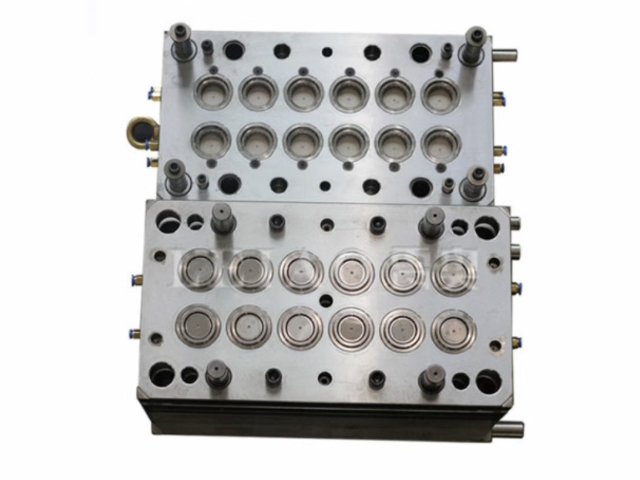
瓶盖注塑模具的质量控制贯穿模具设计、加工、装配及使用全流程,是保障产品合格的关键。在设计阶段,需通过CAE模流分析软件对熔料填充、冷却、收缩等过程进行模拟,优化型腔排布、浇注系统与冷却系统设计,提前规避成型缺陷;加工阶段,需对关键部件的尺寸精度进行严格检测,采用三坐标测量仪、投影仪等设备对型腔尺寸、螺纹精度、表面粗糙度进行检测,确保符合设计要求;装配阶段,需保证模具各部件配合精细,开合模顺畅,顶出机构动作灵活,冷却水路与热流道系统无泄漏;使用阶段,需定期对模具进行维护保养,检测型腔磨损情况、冷却系统温度稳定性及顶出机构的磨损程度,及时进行修复或更换。此外,还需建立模具质量追溯体系,记录模具的设计参数、加工工艺、检测数据及使用情况,为后续模具优化与维护提供依据。模具的设计和制造需要不断创新,以适应市场需求。北京管坯注塑模具

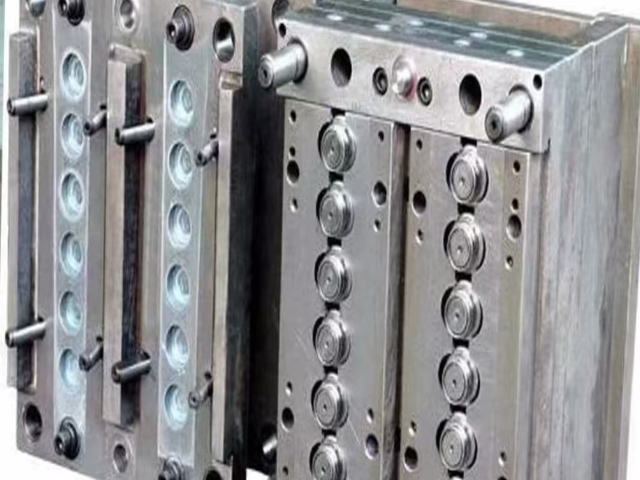
瓶盖注塑模具的制造工艺包括加工、组装和调试等多个环节。首先,模具的加工通常采用数控机床进行高精度加工,以确保模具各个部件的尺寸和形状符合设计要求。加工完成后,模具的各个部件需要进行组装,确保各个部件之间的配合精度。组装完成后,模具需要进行调试,以确保其在实际生产中的稳定性和可靠性。在调试过程中,通常需要进行多次试模,以调整注塑参数,如温度、压力和注射速度等,确保蕞终生产出的瓶盖符合质量标准。此外,模具的维护和保养也是非常重要的,定期的清洁和检查可以延长模具的使用寿命,降低生产成本。重庆管坯注塑模具厂家模具的组装精度影响注塑过程中的稳定性。
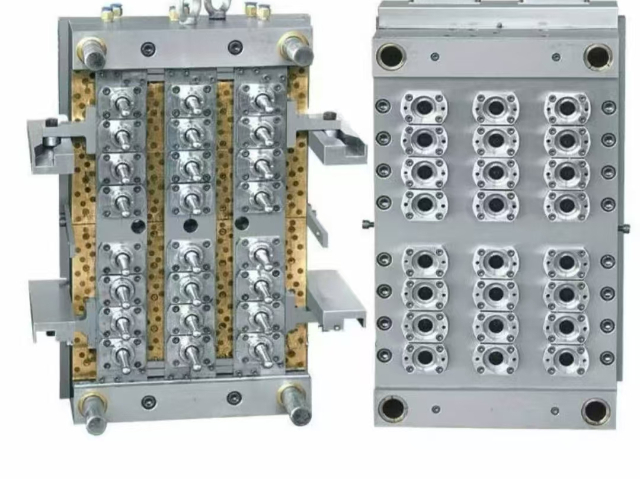
瓶盖注塑模具是用于生产塑料瓶盖的模具,广泛应用于食品、饮料、化妆品等行业。其主要功能是将熔融塑料注入模具腔体,经过冷却固化后形成所需形状的瓶盖。注塑模具的设计和制造直接影响到瓶盖的质量、生产效率和成本。因此,了解瓶盖注塑模具的基本构造和工作原理,对于提高生产效率和产品质量至关重要。一般来说,瓶盖注塑模具由模具基座、模具腔、浇口系统、冷却系统和排气系统等部分组成。模具的设计需要考虑到塑料的流动性、冷却速度以及成型后的脱模等因素,以确保生产出符合标准的瓶盖。
随着全球饮料和食品行业的快速发展,瓶盖注塑模具的市场需求也在不断增长。消费者对瓶盖的安全性、密封性和便捷性提出了更高的要求,这促使生产企业不断改进瓶盖的设计和生产工艺。此外,环保意识的增强也推动了可降解材料瓶盖的研发,进一步拓展了瓶盖注塑模具的市场空间。根据市场研究,预计未来几年,瓶盖注塑模具的市场将保持稳定增长,尤其是在亚太地区,随着经济的发展和消费水平的提高,瓶盖的需求将持续上升。这为模具制造企业提供了广阔的市场机会,同时也带来了更大的竞争压力。注塑模具是塑料成型的重要工具,影响产品质量。
瓶盖注塑模具是用于生产各种塑料瓶盖的重要工具,广泛应用于食品、饮料、化妆品和药品等行业。注塑模具的设计和制造直接影响到瓶盖的质量、生产效率和成本。瓶盖通常采用聚乙烯(PE)、聚丙烯(PP)等塑料材料,这些材料具有良好的成型性和耐化学性。注塑模具的工作原理是将塑料颗粒加热至熔融状态,然后通过高压注入模具腔体中,冷却后形成所需的瓶盖形状。随着市场对瓶盖功能性和美观性的要求不断提高,瓶盖注塑模具的设计也在不断创新,以满足不同客户的需求。注塑模具的成本与设计复杂度成正比。辽宁28口管坯注塑模具生产厂家
模具的冷却水路设计应避免死角和盲区。北京管坯注塑模具
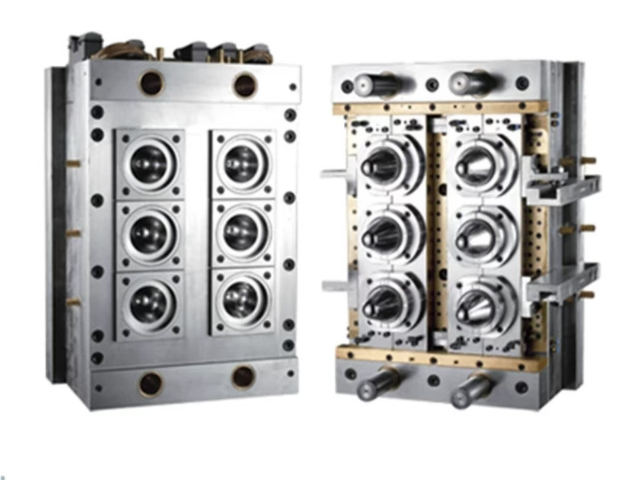
在设计瓶盖注塑模具时,有几个关键要素需要考虑。首先是模具的材料选择,常用的模具材料包括钢和铝,前者耐磨性更强,后者则适合小批量生产。其次,模具的结构设计要合理,包括模具腔的形状、浇口的位置和冷却通道的布局等。合理的结构设计可以确保塑料在注入模具时流动顺畅,避免气泡和缺陷的产生。此外,模具的强度和刚性也非常重要,以承受注塑过程中的高压力。蕞后,模具的维护和保养也是设计中不可忽视的一部分,定期的检查和保养可以延长模具的使用寿命,降低生产成本。北京管坯注塑模具

浇注系统的合理设计是确保瓶盖注塑成型均匀性的关键环节,其中心目标是实现熔料快速、平稳、均匀地填充至各个型腔,减少熔接痕与气泡缺陷。瓶盖模具多采用热流道浇注系统,相较于传统冷流道系统,热流道可避免熔料在流道内冷却凝固,减少原料浪费,同时缩短成型周期。热流道系统主要由热嘴、分流板、温控器组成,热嘴需精细对准每个型腔的进料口,进料口位置通常设置在瓶盖的顶部中心,确保熔料从中心向四周均匀扩散。分流板则需根据型腔排布进行流道优化设计,保证各型腔的熔料压力与温度一致,流道直径一般为8-12mm,需配合温控器将温度控制在200-250℃(根据瓶盖材料调整)。此外,浇注系统还需设置合理的浇口形式,常见的有针点...
- 北京管坯注塑模具 2026-01-26
- 山西瓶盖注塑模具价格 2026-01-26
- 辽宁注塑模具哪家好 2026-01-26
- 云南瓶盖注塑模具定制厂家 2026-01-26
- 湖南广口瓶盖注塑模具 2026-01-25
- 北京55口管坯注塑模具定制厂家 2026-01-25
- 上海管坯注塑模具定制厂家 2026-01-25
- 陕西55口瓶盖注塑模具厂家 2026-01-25
- 重庆矿泉水管坯注塑模具生产厂家 2026-01-25
- 吉林30口管坯注塑模具批发厂家 2026-01-24

- 江苏28口管坯注塑模具 2026-01-23
- 山西30口管坯注塑模具哪家性价比高 2026-01-23
- 天津广口瓶盖注塑模具定制厂家 2026-01-23
- 河南38口瓶盖注塑模具定制厂家 2026-01-23
- 黑龙江28口瓶盖注塑模具批发厂家 2026-01-17
- 江苏55口管坯注塑模具厂家 2026-01-17


- 湖南广口瓶盖注塑模具 01-25
- 北京55口管坯注塑模具定制厂家 01-25
- 上海管坯注塑模具定制厂家 01-25
- 陕西55口瓶盖注塑模具厂家 01-25
- 重庆矿泉水管坯注塑模具生产厂家 01-25
- 吉林30口管坯注塑模具批发厂家 01-24
- 玉环油瓶管坯模具生产厂家 01-24
- 天津酱油瓶盖注塑模具 01-24
- 上海30口管坯注塑模具定制厂家 01-24
- 广东饮料瓶盖注塑模具批发厂家 01-24