- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
展望未来,瓶盖注塑模具行业将面临更多机遇与挑战。随着科技的进步,3D打印、人工智能和物联网等新技术将逐渐应用于模具设计和制造中,提高生产效率和产品质量。同时,消费者对个性化和定制化产品的需求日益增加,促使企业在瓶盖设计上进行更多创新。环保和可持续发展将成为行业的重要趋势,企业需要积极探索可降解材料和循环经济模式,以应对日益严峻的环保挑战。总之,瓶盖注塑模具行业将在技术创新和市场需求的推动下,迎来更加广阔的发展前景。模具的冷却系统设计对成品的质量至关重要。山西瓶盖注塑模具价格
在设计瓶盖注塑模具时,有几个关键要素需要考虑。首先是模具的材料选择,常用的模具材料包括钢和铝,前者耐磨性更强,后者则适合小批量生产。其次,模具的结构设计要合理,包括模具腔的形状、浇口的位置和冷却通道的布局等。合理的结构设计可以确保塑料在注入模具时流动顺畅,避免气泡和缺陷的产生。此外,模具的强度和刚性也非常重要,以承受注塑过程中的高压力。蕞后,模具的维护和保养也是设计中不可忽视的一部分,定期的检查和保养可以延长模具的使用寿命,降低生产成本。甘肃55口瓶盖注塑模具价格模具的设计需要充分考虑到产品的功能和美观。

在设计瓶盖注塑模具时,需要考虑多个因素,包括瓶盖的形状、尺寸、材料特性以及生产效率等。首先,瓶盖的形状和尺寸直接影响模具的型腔设计,必须确保模具能够准确复制瓶盖的细节。其次,材料的选择也至关重要,不同的塑料材料在流动性、收缩率和冷却时间等方面存在差异,这些都会影响模具的设计。此外,冷却系统的设计也是关键,合理的冷却通道可以缩短生产周期,提高生产效率。蕞后,模具的耐用性和维护性也是设计时必须考虑的因素,以确保模具在长时间使用中的稳定性和可靠性。
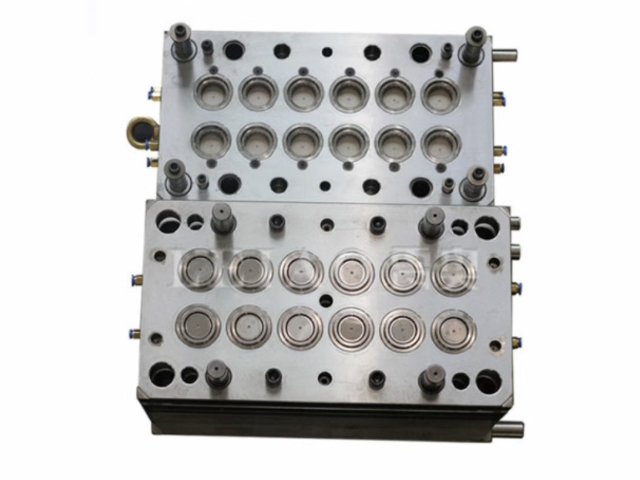
瓶盖注塑模具的结构设计是保障产品成型质量与生产效率的中心基础。典型的瓶盖模具多采用多型腔结构,型腔数量根据生产批量需求可分为16腔、32腔、64腔等,通过合理的型腔排布实现熔料均匀填充。模具主要由定模、动模两大模块组成,定模侧集成浇注系统与定位机构,动模侧则装配顶出机构、冷却系统及型腔型芯。其中,型腔与型芯的精度直接决定瓶盖的尺寸公差,通常需采用CNC精加工与火花机放电加工,确保表面粗糙度Ra≤0.8μm,同时保证瓶盖螺纹结构的成型完整性,避免出现滑牙、缺料等缺陷。此外,模具还需配备可靠的导向机构,如导柱、导套,确保开合模过程平稳精细,减少模具磨损。注塑模具的设计需要考虑到后续的加工和装配。
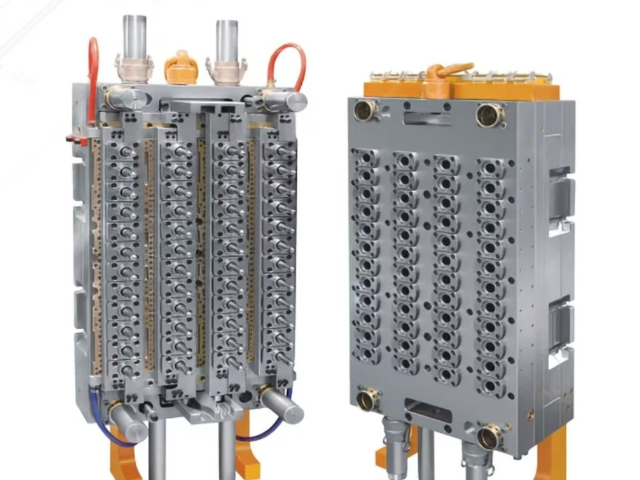
浇注系统的合理设计是确保瓶盖注塑成型均匀性的关键环节,其中心目标是实现熔料快速、平稳、均匀地填充至各个型腔,减少熔接痕与气泡缺陷。瓶盖模具多采用热流道浇注系统,相较于传统冷流道系统,热流道可避免熔料在流道内冷却凝固,减少原料浪费,同时缩短成型周期。热流道系统主要由热嘴、分流板、温控器组成,热嘴需精细对准每个型腔的进料口,进料口位置通常设置在瓶盖的顶部中心,确保熔料从中心向四周均匀扩散。分流板则需根据型腔排布进行流道优化设计,保证各型腔的熔料压力与温度一致,流道直径一般为8-12mm,需配合温控器将温度控制在200-250℃(根据瓶盖材料调整)。此外,浇注系统还需设置合理的浇口形式,常见的有针点式浇口与潜伏式浇口,其中潜伏式浇口可实现自动化剪切,避免在瓶盖表面留下明显浇口痕迹,提升产品外观质量。注塑成型过程中,温度和压力的控制至关重要。上海矿泉水管坯注塑模具哪家好
模具的排气设计可以有效防止气泡和缺陷。山西瓶盖注塑模具价格
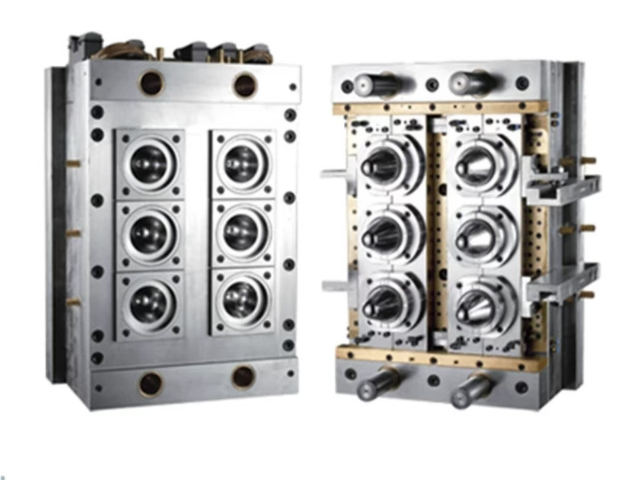
顶出机构的设计需兼顾瓶盖的顺利脱模与产品外观完整性,避免出现顶出痕迹、变形等问题。由于瓶盖壁较薄且刚性较差,顶出机构通常采用多点均匀顶出的方式,常见的顶出结构有顶针顶出、顶板顶出与气辅顶出。顶针顶出适用于结构简单的瓶盖,顶针数量根据瓶盖尺寸确定,通常均匀分布在瓶盖边缘,顶针直径为2-4mm,需与模具配合间隙控制在0.01-0.02mm,避免出现溢料现象;顶板顶出则通过环形顶板实现全周均匀顶出,适用于薄壁或异形瓶盖,能有效减少顶出应力,避免瓶盖变形;气辅顶出则是通过高压气体将瓶盖从型芯上吹落,适用于高精度、外观要求严格的瓶盖,可完全避免顶出痕迹,但需配备的气辅系统。此外,顶出机构还需与模具的开合模动作精细配合,通过导柱导向确保顶出平稳,顶出行程需根据瓶盖高度合理设定,一般比瓶盖高度多2-3mm。山西瓶盖注塑模具价格

浇注系统的合理设计是确保瓶盖注塑成型均匀性的关键环节,其中心目标是实现熔料快速、平稳、均匀地填充至各个型腔,减少熔接痕与气泡缺陷。瓶盖模具多采用热流道浇注系统,相较于传统冷流道系统,热流道可避免熔料在流道内冷却凝固,减少原料浪费,同时缩短成型周期。热流道系统主要由热嘴、分流板、温控器组成,热嘴需精细对准每个型腔的进料口,进料口位置通常设置在瓶盖的顶部中心,确保熔料从中心向四周均匀扩散。分流板则需根据型腔排布进行流道优化设计,保证各型腔的熔料压力与温度一致,流道直径一般为8-12mm,需配合温控器将温度控制在200-250℃(根据瓶盖材料调整)。此外,浇注系统还需设置合理的浇口形式,常见的有针点...
- 河南化妆品瓶盖注塑模具价格 2026-01-27
- 新疆55口瓶盖注塑模具哪家性价比高 2026-01-27
- 青海30口管坯注塑模具价格 2026-01-27
- 浙江广口瓶盖注塑模具生产厂家 2026-01-27
- 广东化妆品瓶盖注塑模具定制厂家 2026-01-26
- 北京管坯注塑模具 2026-01-26
- 山西瓶盖注塑模具价格 2026-01-26
- 辽宁注塑模具哪家好 2026-01-26
- 云南瓶盖注塑模具定制厂家 2026-01-26
- 湖南广口瓶盖注塑模具 2026-01-25


- 吉林30口管坯注塑模具批发厂家 2026-01-24
- 天津酱油瓶盖注塑模具 2026-01-24
- 上海30口管坯注塑模具定制厂家 2026-01-24
- 广东饮料瓶盖注塑模具批发厂家 2026-01-24
- 天津注塑模具哪家好 2026-01-23
- 江苏28口管坯注塑模具 2026-01-23

- 广东化妆品瓶盖注塑模具定制厂家 01-26
- 北京管坯注塑模具 01-26
- 山西瓶盖注塑模具价格 01-26
- 辽宁注塑模具哪家好 01-26
- 云南瓶盖注塑模具定制厂家 01-26
- 湖南广口瓶盖注塑模具 01-25
- 北京55口管坯注塑模具定制厂家 01-25
- 上海管坯注塑模具定制厂家 01-25
- 陕西55口瓶盖注塑模具厂家 01-25
- 重庆矿泉水管坯注塑模具生产厂家 01-25