 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

在原料节省方面,冷镦机的 “塑性变形成型” 彻底改变传统切削加工 “去料塑形” 的模式。传统切削加工螺栓时,为保证精度需去除 15%-25% 的金属材料(如加工长度 25mm 的 M8 螺栓,需从长度 30mm 的线材切削多余部分),这些废料只能以废钢价回收;而冷镦机通过模具挤压让金属线材按需塑形,...
人工成本上涨已成为金属加工厂面临的主要压力之一,冷镦机的自动化适配能力为企业提供了降本解决方案。设备预留标准化接口,可无缝对接自动化送料系统、成品检测设备与仓储流水线,构建全流程无人生产单元。在无人生产模式下,冷镦机可实现24小时连续运行,只需安排少量人员进行远程监控与设备巡检,相较于传统人工操作模...

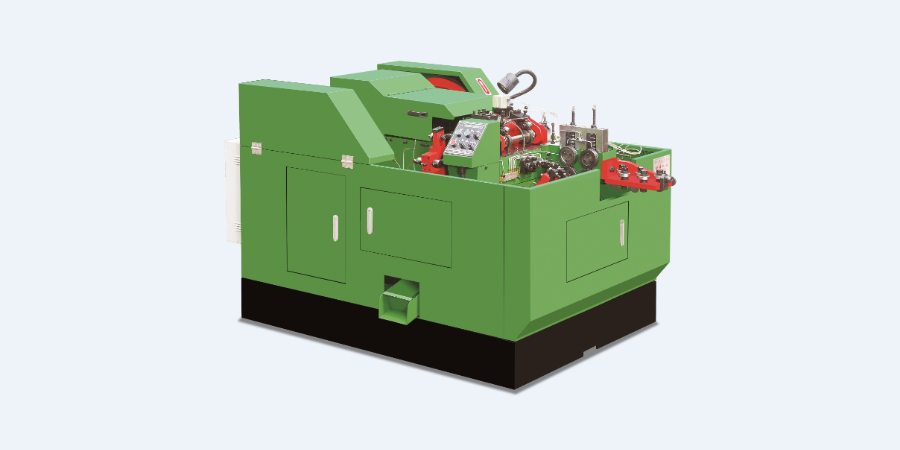
选择合适的冷镦机是保证生产效率和产品质量的前提,需重点关注设备的关键技术参数,并结合自身生产需求进行科学选型。技术参数包括镦锻力、送料精度、加工工位数量、大加工直径、行程长度、生产速度等。镦锻力是冷镦机的性能指标,需根据加工材料的强度、零件的形状和尺寸确定,例如加工高强度合金钢螺栓时,需选择镦锻力≥...

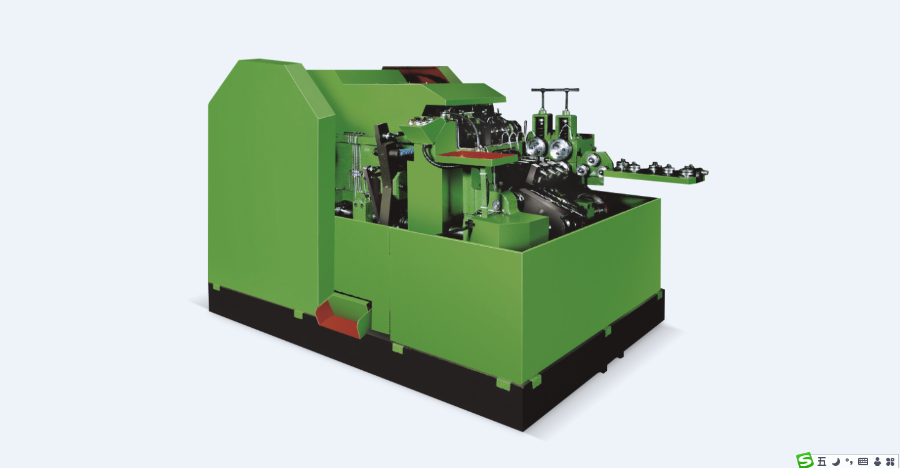
按工艺方向可分为正向冷镦机、反向冷镦机和复合冷镦机,正向冷镦机主要通过凸模向前施加压力实现成型,适用于轴类、杆类零件;反向冷镦机则通过凹模反向运动完成镦锻,适合头部复杂、杆部细长的零件;复合冷镦机结合正向和反向镦锻工艺,可实现更复杂的成型需求,如带台阶、内孔的异形零件。此外,按驱动方式还可分为机械传...
按工艺方向可分为正向冷镦机、反向冷镦机和复合冷镦机,正向冷镦机主要通过凸模向前施加压力实现成型,适用于轴类、杆类零件;反向冷镦机则通过凹模反向运动完成镦锻,适合头部复杂、杆部细长的零件;复合冷镦机结合正向和反向镦锻工艺,可实现更复杂的成型需求,如带台阶、内孔的异形零件。此外,按驱动方式还可分为机械传...
在航空航天领域,合金零件(如发动机高温紧固件、导管接头、卫星结构连接件)需在高温、高压、强振动等极端工况下稳定运行,对尺寸精度与材料性能的要求远超普通工业领域,而微米级精度冷镦机凭借加工精度与材料适配能力,成为该类零件成型的重要设备。其精度控制能力突破传统冷镦机局限,尺寸公差可稳定控制在 ±0.00...
在金属成型设备领域,冷镦机与热锻机、冲压机、切削机床等设备相比,在加工原理、性能特点、适用场景等方面存在差异,各自发挥着不可替代的作用。从加工温度来看,冷镦机采用室温冷加工工艺,无需加热原材料,而热锻机需将金属材料加热至再结晶温度以上(通常 800-1200℃)进行锻造成型,冲压机则可分为冷冲压和热...
从产品性能来看,冷镦机加工的产品因冷加工强化,晶粒细化,力学性能更优,强度和耐磨性更高,热锻机产品内部组织均匀但力学性能略低于冷镦产品,切削机床产品尺寸精度高但力学性能无强化;从适用场景来看,冷镦机适合大批量生产紧固件、汽车零部件等标准化零件,热锻机适合加工大型、复杂的金属构件,冲压机适合板材成型,...
在金属成型设备领域,冷镦机与热锻机、冲压机、切削机床等设备相比,在加工原理、性能特点、适用场景等方面存在差异,各自发挥着不可替代的作用。从加工温度来看,冷镦机采用室温冷加工工艺,无需加热原材料,而热锻机需将金属材料加热至再结晶温度以上(通常 800-1200℃)进行锻造成型,冲压机则可分为冷冲压和热...
通过拉伸试验与疲劳测试可验证强度优势:以 45# 碳钢加工的 M10 螺栓为例,冷镦件抗拉强度可达 800-900MPa,切削件只为 650-700MPa,强度提升约 23%-38%;疲劳寿命方面,冷镦螺栓经 10^6 次循环加载后仍无断裂,切削件则在 6×10^5 次循环后出现裂纹,寿命延长 60...
在原料节省方面,冷镦机的 “塑性变形成型” 彻底改变传统切削加工 “去料塑形” 的模式。传统切削加工螺栓时,为保证精度需去除 15%-25% 的金属材料(如加工长度 25mm 的 M8 螺栓,需从长度 30mm 的线材切削多余部分),这些废料只能以废钢价回收;而冷镦机通过模具挤压让金属线材按需塑形,...
传统五金加工采用 “切削去除法”,需经线材切断、车床车削、铣削成型、打磨去毛刺等 5-6 道工序,工序衔接中存在大量停机等待时间,且切削过程会产生 15%-25% 的金属废料(如铁屑、铜屑)。而冷镦机依托冷态塑性变形原理,通过定制化模具将金属线材一次性锻压成型 —— 以加工 M8 普通螺母为例,设备...