 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心
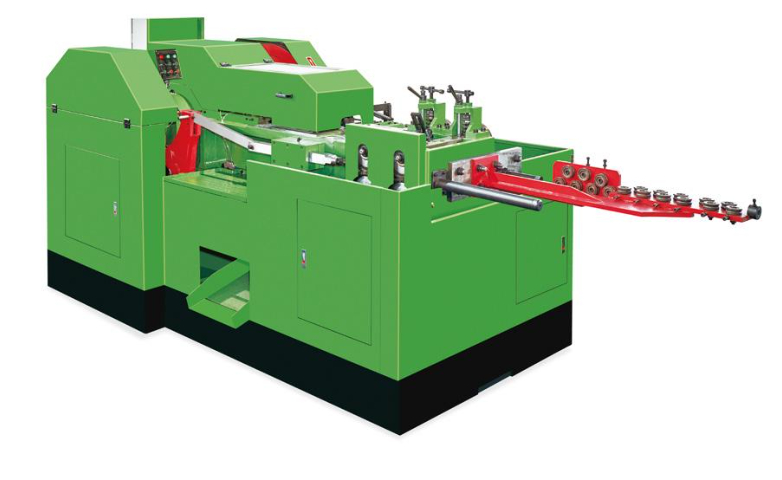
人工成本上涨已成为金属加工厂面临的主要压力之一,冷镦机的自动化适配能力为企业提供了降本解决方案。设备预留标准化接口,可无缝对接自动化送料系统、成品检测设备与仓储流水线,构建全流程无人生产单元。在无人生产模式下,冷镦机可实现24小时连续运行,只需安排少量人员进行远程监控与设备巡检,相较于传统人工操作模...

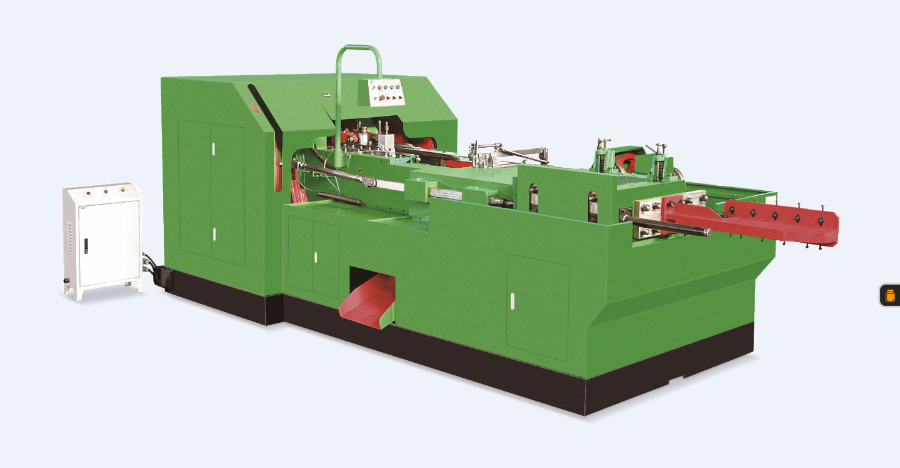
在五金零件加工中,传统切削工艺需通过车床、铣床等设备逐步去除金属材料以塑形,不只工序繁琐,还存在效率低、材料浪费大的痛点,而冷镦机 “一次成型减切削” 的工艺特性,正为五金厂解决这一难题。冷镦机依托冷态锻压技术,将金属线材直接送入定制模具,通过高压一次性完成镦粗、成型、倒角等工序,无需后续切削加工 ...

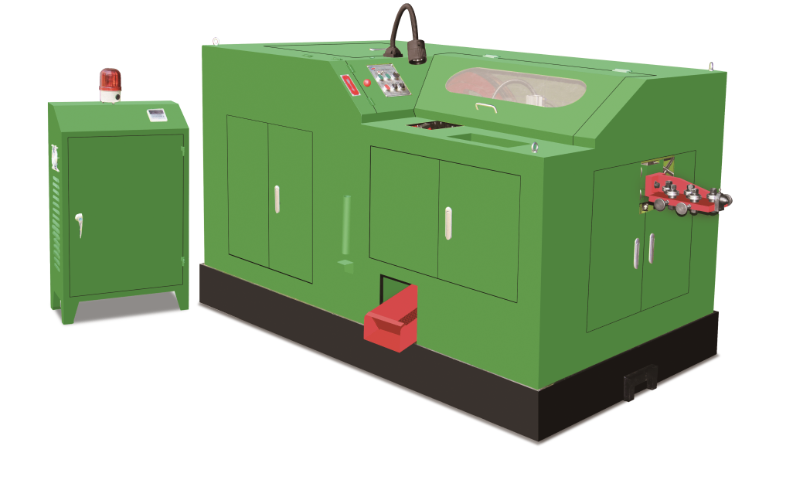
为满足制造商对设备稳定性与成本控制的需求,冷镦机关键部件采用进口配置,从源头降低故障风险,同步实现维护成本优化,为生产提供可靠保障。其部件如主轴、液压控制系统、伺服电机等,均国际品牌产品 —— 例如主轴采用日本 NSK 高精度滚珠主轴,依托特殊淬火工艺与精密磨削加工,抗磨损强度较国产同类部件提升 4...
冷镦机之所以成为五金厂的降本增效利器,源于其对生产全链条的价值优化。在原料环节,冷态锻压技术大化减少金属损耗,原料利用率较传统切削加工提升25%以上,对于年消耗千吨钢材的五金厂,只此一项每年可节省数十万元原料开支。效率层面,其连续自动化作业模式打破了传统加工的工序壁垒,单台设备产能相当于5-8台传统...
冷镦机之所以成为五金厂的降本增效利器,源于其对生产全链条的价值优化。在原料环节,冷态锻压技术大化减少金属损耗,原料利用率较传统切削加工提升25%以上,对于年消耗千吨钢材的五金厂,只此一项每年可节省数十万元原料开支。效率层面,其连续自动化作业模式打破了传统加工的工序壁垒,单台设备产能相当于5-8台传统...
在五金零件加工中,传统切削工艺需通过车床、铣床等设备逐步去除金属材料以塑形,不只工序繁琐,还存在效率低、材料浪费大的痛点,而冷镦机 “一次成型减切削” 的工艺特性,正为五金厂解决这一难题。冷镦机依托冷态锻压技术,将金属线材直接送入定制模具,通过高压一次性完成镦粗、成型、倒角等工序,无需后续切削加工 ...

在航空航天领域,合金零件(如发动机高温紧固件、导管接头、卫星结构连接件)需在高温、高压、强振动等极端工况下稳定运行,对尺寸精度与材料性能的要求远超普通工业领域,而微米级精度冷镦机凭借加工精度与材料适配能力,成为该类零件成型的重要设备。其精度控制能力突破传统冷镦机局限,尺寸公差可稳定控制在 ±0.00...
为帮助金属加工厂在批量生产中把控加工质量、避免产能中断,冷镦机搭载全维度实时监控系统,通过可视化参数显示与动态状态预警,实现 “即时调整、节奏稳控”,完美适配连续化生产需求。其监控系统覆盖三大维度:加工精度参数(如螺栓外径公差、头部高度偏差、杆部同轴度)、设备运行状态(主轴转速、液压系统压力、模具温...
航空航天常用的钛合金、高温合金(如 Inconel 718)硬度高、塑性低,冷镦成型易出现开裂、成型不完整等问题。微米级精度冷镦机通过两项技术解决这一难题:一是采用分段式渐进镦压工艺,将金属变形量拆解为多工位逐步完成,避免发生单次大变形导致的材料损伤;二是配备定制化硬质合金模具,模具表面覆有 TiA...
在原料端,冷镦机凭借冷态塑性成型工艺,颠覆传统切削加工 “去料成型” 的模式 —— 金属线材在模具约束下直接锻压成螺栓、螺母等五金件,原料利用率从传统工艺的 75%-85% 提升至 95%-98%,废料率只 2%-5%。以加工 10 万件 M8×16mm 碳钢螺栓为例,传统切削需消耗 Φ8mm 线材...
为解决五金企业多品种、小批量生产中 “换模慢、响应迟” 的痛点,冷镦机通过模块化设计与快换技术,将模具更换时间压缩至半小时内,大幅提升生产灵活性,完美适配频繁换产需求。其优势源于三大设计:一是采用标准化模具接口,模具底座统一尺寸规格,无需调整设备主体结构,只需通过定位销快速对齐,定位精度达 0.01...
冷镦机搭载的智能控制系统,彻底打破了传统设备 “操作复杂、依赖熟工” 的局限,为中小型标准件厂降低生产门槛、快速实现规模化生产提供了支撑。该系统采用可视化触控界面设计,将镦压力度、送料速度、模具定位等复杂加工参数,转化为直观的图标与数字选项,操作人员无需掌握专业编程技能,只需通过触屏选择零件规格(如...