-
商用冰柜铜管感应钎焊设备
感应钎焊设备通过多重技术手段保障风力发电机短路环钎焊质量:一是精确控温。设备采用高频感应加热技术,通过调整线圈频率(如10kHz-50kHz)与功率(如5kW-200kW),可精确控制短路环的加热温度与升温速率,避免因温度过高导致铁芯磁性能下降或钎料过度流淌;二是均匀加热。针对短路环的环形结构,设备配备定制化感应线圈(如螺旋式、平面式),...
查看详细 >>05 2025-09 -
上海感应钎焊机床
在冰箱铝管感应钎焊中,钎剂起着不可或缺的作用。一方面,钎剂能够去除铝管表面的氧化膜。铝在空气中极易形成一层致密的氧化膜,这层氧化膜会阻碍钎料与铝管的润湿和结合,影响焊接质量。钎剂中的化学成分可以与氧化膜发生化学反应,将其溶解或剥离,使铝管表面露出新鲜的金属,便于钎料的铺展和填充。另一方面,钎剂能在焊接过程中保护焊接区域。在加热过程中,铝管...
查看详细 >>05 2025-09 -
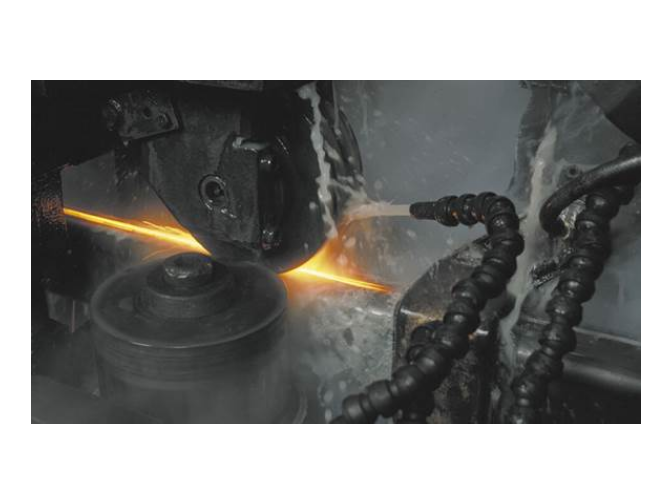
汽车扭力杆感应淬火机床
感应淬火过程中,控制淬火的深度和硬度是确保工件质量的关键。以下是一些控制淬火深度和硬度的方法:控制加热温度和时间:感应淬火的加热温度和时间直接影响淬火深度和硬度。一般来说,温度越高,淬火深度越深,但硬度可能会降低。因此需要根据具体材料和工件要求,选择合适的加热温度和时间。调整冷却速度:冷却速度也是影响淬火深度和硬度的重要因素。较快的冷却速...
查看详细 >>04 2025-09 -
航空发动机铝管感应钎焊
风力发电机引线钎焊后的质量检测是确保发电机长期可靠运行的关键环节,其必要性体现在以下方面:一是防止电气故障。钎焊接头若存在虚焊、气孔或裂纹等缺陷,会导致接触电阻增大,引发局部过热甚至烧毁引线,造成发电机停机或火灾事故;二是避免机械失效。在风力发电机运行过程中,引线需承受振动、拉扯等机械应力,钎焊接头若强度不足,可能发生断裂,影响电能传输;...
查看详细 >>04 2025-09 -
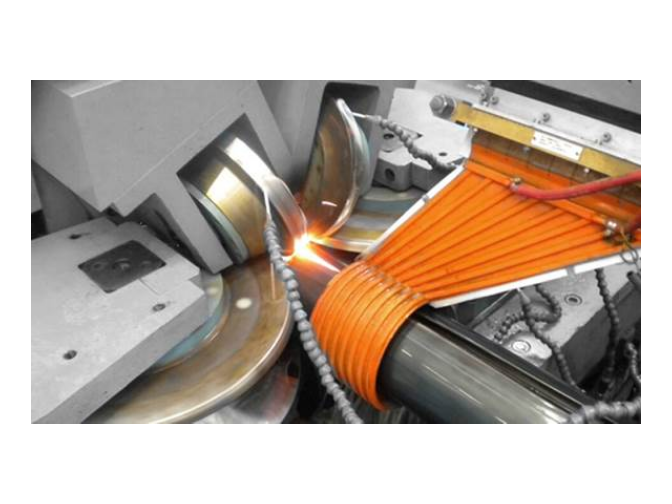
SPINDLE感应淬火回火机床
硬度梯度是感应淬火的关键指标,直接影响零件的耐磨性与抗冲击性。控制方法包括:1)调节频率与功率,高频短时加热形成陡峭梯度,低频长时加热形成平缓梯度;2)优化冷却速度,快速冷却(如水淬)形成高硬度表面,慢速冷却(如油淬)形成过渡层;3)采用分级淬火,先喷水冷却至马氏体转变温度,再喷油缓冷以减少残余应力;4)设计感应器结构,通过多匝线圈或分段...
查看详细 >>03 2025-09 -
Minac数字化感应钎焊装置
选型时首先要考虑设备的加热功率范围,需与引线的材质、尺寸相匹配,确保能快速达到钎焊温度。其次,设备的温度控制精度很关键,应选择能实现 ±5℃以内温度波动的设备,以保证焊接质量的稳定性。另外,设备的自动化程度也需考量,自动化程度高的设备可减少人为操作误差,提高生产效率。同时,还要关注设备的可靠性和售后服务,选择有完善售后体系的厂家。易孚迪感...
查看详细 >>03 2025-09 -
智能化感应钎焊设备
钎料需选择与铝管材质匹配的低熔点合金,如铝硅系钎料,其熔点通常在 577-615℃之间,能确保在铝管熔化前完成钎焊。助焊剂需具备强还原性,以破除铝表面氧化膜,常用的有氟化物系助焊剂,使用时需控制用量,过多可能残留腐蚀铝管,过少则无法彻底去除氧化膜。同时,助焊剂应与钎料同步熔化,保证焊接过程的连续性。易孚迪感应设备(上海)有限公司,是 EN...
查看详细 >>03 2025-09 -
家用冰箱不锈钢管感应钎焊系统
空调铝管感应钎焊设备的维护保养对于延长设备使用寿命、保证焊接质量至关重要。日常维护方面,要保持设备表面的清洁,定期用干净的布擦拭设备外壳,去除灰尘和油污。检查设备的连接线路是否松动、破损,确保电气连接可靠。对于感应线圈,要检查其是否有变形、损坏等情况,如有需要及时更换。定期维护方面,要按照设备说明书的要求,定期更换设备的冷却液,保证冷却系...
查看详细 >>02 2025-09 -
双工位感应钎焊系统
冰箱铝管感应钎焊常见缺陷包括钎料未熔合、气孔、裂纹及铝管变形,其成因与工艺控制、设备精度及材料状态密切相关。钎料未熔合多因加热温度不足或钎料与铝管间隙过大导致,可通过提高加热功率(如从10kW增至12kW)或减小钎料环间隙(从0.3mm调整至0.15mm)解决;气孔则源于焊接区域潮湿或保护气体纯度不足,需严格控制铝管预热温度(120-15...
查看详细 >>02 2025-09 -
轴承感应淬火
汽车零部件感应淬火利用电磁感应原理,将工件置于交变磁场中,使工件内部产生感应电流(涡流),电流通过工件自身电阻产生热量,使工件表面迅速升温至淬火温度,随后快速冷却以获得高硬度的马氏体组织。感应淬火的重点在于高频或中频电源产生的交变磁场,其频率通常在1kHz至500kHz之间,频率越高,电流透入深度越浅,适用于表面硬化。淬火过程中,工件需以...
查看详细 >>02 2025-09 -
销轴感应淬火回火机床
感应淬火自动化需集成机械手、传感器及控制系统。关键步骤包括:1)工件上下料,通过机械手或传送带实现无人化操作;2)定位与夹紧,采用伺服电机驱动的定位装置,确保工件与感应器间隙一致;3)工艺参数监控,通过红外测温仪、位移传感器实时反馈温度与位置数据;4)智能数字化感应电源,可进行数据追溯,记录每一工件的加热时间、功率及硬度值,生成质量报告。...
查看详细 >>01 2025-09 -
凸轮轴感应淬火回火设备
硬度梯度是感应淬火的关键指标,直接影响零件的耐磨性与抗冲击性。控制方法包括:1)调节频率与功率,高频短时加热形成陡峭梯度,低频长时加热形成平缓梯度;2)优化冷却速度,快速冷却(如水淬)形成高硬度表面,慢速冷却(如油淬)形成过渡层;3)采用分级淬火,先喷水冷却至马氏体转变温度,再喷油缓冷以减少残余应力;4)设计感应器结构,通过多匝线圈或分段...
查看详细 >>01 2025-09