-
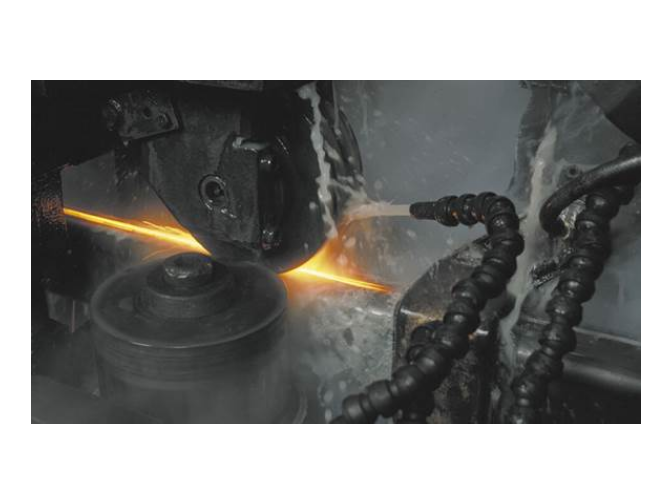
同步器感应淬火感应器
球头销是汽车悬挂系统中的重要部件,连接车轮与车身,负责承受和传递来自路面的各种冲击和振动。为了确保球头销在恶劣的工作环境下具有出色的耐磨性、抗冲击性和疲劳强度,感应淬火技术被广泛应用于其生产过程中。感应淬火通过快速加热球头销表面至适宜的温度,随后迅速冷却,形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增强了球头销表面的耐磨性和抗冲击...
查看详细 >>05 2025-10 -
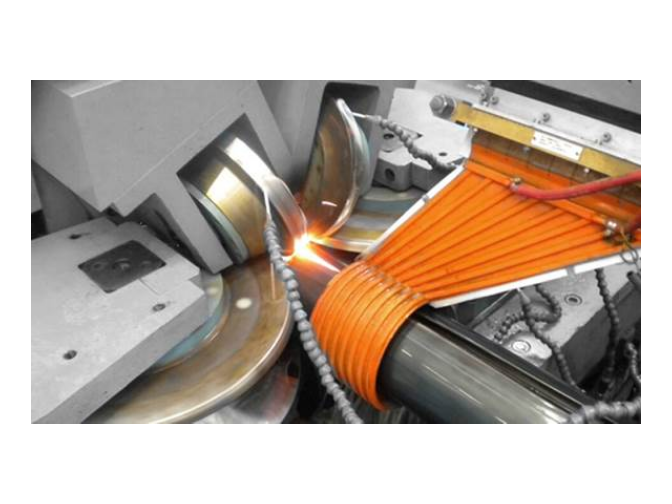
变速器齿套感应淬火压淬生产线
感应淬火非常适合新能源汽车电机轴的高性能要求。电机轴需承受高转速(>10000rpm)与交变载荷,需表面高硬度(≥60HRC)与心部高韧性。感应淬火优势包括:1)局部硬化提升耐磨性,减少电腐蚀风险;2)高频淬火形成0.5-1.5mm的硬化层,匹配轴径与应力分布;3)工艺精度高,变形小,无需后续矫直;4)支持柔性生产,适应不同型号电机轴。易...
查看详细 >>04 2025-10 -
推杆式淬火回火生产线
感应淬火设备功率计算需综合考虑工件质量、加热时间、比热容及效率。公式为:P=m×c×ΔT/(η×t),其中m为工件质量(kg),c为比热容(J/kg·℃),ΔT为升温幅度(℃),η为热效率(通常60%-80%),t为加热时间(s)。例如,加热1kg钢件从20℃至850℃,比热容取460J/kg·℃,效率70%,时间10秒,则功率P=1×4...
查看详细 >>04 2025-10 -
电力变压器线圈绕组钎焊
两者的材质特性差异明显,铝管易氧化且导热性更强,焊接时需更高效的氧化膜去除措施和更快的加热速度;铜管氧化程度低,加热控制相对容易。钎料选择不同,铝管常用铝硅钎料,铜管多选用铜银钎料。焊接温度也有区别,铝管钎焊温度一般在 580-620℃,铜管则在 650-800℃。此外,铝管焊接对助焊剂的依赖性更高,且接头强度通常低于铜管焊接。易孚迪感应...
查看详细 >>03 2025-10 -
汽轮发电机绞线感应钎焊
冰箱铜管感应钎焊设备的维护保养对于延长设备使用寿命、保证设备性能稳定至关重要。日常维护方面,要定期清理设备表面的灰尘和杂物,保持设备清洁;检查设备的电源线、感应线圈等连接部位是否松动,确保连接牢固;观察设备的运行状态,如电源指示灯、温度显示屏等是否正常显示,如有异常及时处理。定期保养方面,要按照设备说明书的要求,定期更换设备的冷却液、滤芯...
查看详细 >>03 2025-10 -
转向齿条导电淬火回火系统
感应淬火可能导致齿轮齿形变形,影响传动精度。主要变形形式包括齿向扭曲、齿顶收缩及齿根膨胀,其根源是热应力与组织应力。控制措施包括:1)采用同步跟踪淬火技术,感应器与齿轮同步旋转,确保齿面均匀加热;2)优化冷却方式,齿顶与齿根采用差异化喷水压力,平衡冷却速度;3)预加工留余量,淬火后通过磨齿恢复精度;4)设计感应器,匹配齿轮模数与压力角,减...
查看详细 >>03 2025-10 -
单工位感应钎焊设备
感应钎焊在风力发电机引线和短路环钎焊中具有明显优势。加热速度快是其一大特点,它利用高频感应电流产生的集肤效应,使工件表面迅速升温至钎焊温度,缩短了加热时间。与传统钎焊方法相比,感应钎焊可以在几分钟甚至更短时间内完成加热过程,提高了生产效率,尤其适合风力发电机大规模生产的需求。加热均匀性也是感应钎焊的重要优势。通过合理设计感应线圈,能使工件...
查看详细 >>02 2025-10 -
立式淬火机床
汽车转向器齿条杆部的滚动丝杆是实现转向器精确传动的关键部件,它承受着来自转向器齿条的旋转力矩和传动任务。为了确保滚动丝杆在高频次、强度高的使用过程中具有出色的耐磨性和长寿命,感应淬火技术被广泛应用于其生产过程中。感应淬火通过快速加热滚动丝杆表面至适宜的温度,随后迅速冷却,从而在丝杆表面形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增...
查看详细 >>02 2025-10 -
航空发动机铜管感应钎焊装置
水力发电机组铜排钎焊过程中常见的缺陷包括气孔、裂纹、未熔合、夹渣和焊缝成形不良等。气孔通常由钎剂分解产生的气体或保护气体不纯引起,预防措施包括选用低气孔率钎剂、优化保护气体流量和纯度,以及控制加热速度避免气体滞留。裂纹多因焊接应力或母材与钎料热膨胀系数差异导致,可通过预热、后热或选择低应力钎料来减少裂纹风险。未熔合表现为钎料与母材未充分结...
查看详细 >>02 2025-10 -
航空发动机管路感应钎焊电源
冰箱铜管感应钎焊对环境有一定要求,良好的环境条件有助于保证焊接质量和提高生产效率。首先,焊接车间应保持清洁、干燥,避免灰尘、水分等杂质进入焊接区域,影响钎料的润湿性和焊接接头的质量。灰尘可能会附着在铜管表面,阻碍钎料与铜管的结合;水分在高温下会蒸发,产生气孔等缺陷。其次,要控制车间的温度和湿度,一般温度应保持在10 - 35℃之间,湿度不...
查看详细 >>01 2025-10 -
水冷机铝管感应钎焊装置
首先进行外观检查,观察焊口是否平整、钎料填充是否饱满,有无气孔、裂纹等缺陷。其次进行压力测试,将焊接后的铝管通入 1.5 倍工作压力的氮气,保压 30 分钟,压力下降不超过 5% 即为合格,确保无泄漏。还可通过金相分析观察焊缝组织,检查钎料与铝管的结合是否紧密,有无未熔合区域。对于重要部位,需进行强度测试,通过拉力试验验证接头的抗拉强度是...
查看详细 >>01 2025-10 -
EFD感应淬火设备
汽车零部件感应淬火利用电磁感应原理,将工件置于交变磁场中,使工件内部产生感应电流(涡流),电流通过工件自身电阻产生热量,使工件表面迅速升温至淬火温度,随后快速冷却以获得高硬度的马氏体组织。感应淬火的重点在于高频或中频电源产生的交变磁场,其频率通常在1kHz至500kHz之间,频率越高,电流透入深度越浅,适用于表面硬化。淬火过程中,工件需以...
查看详细 >>30 2025-09