-
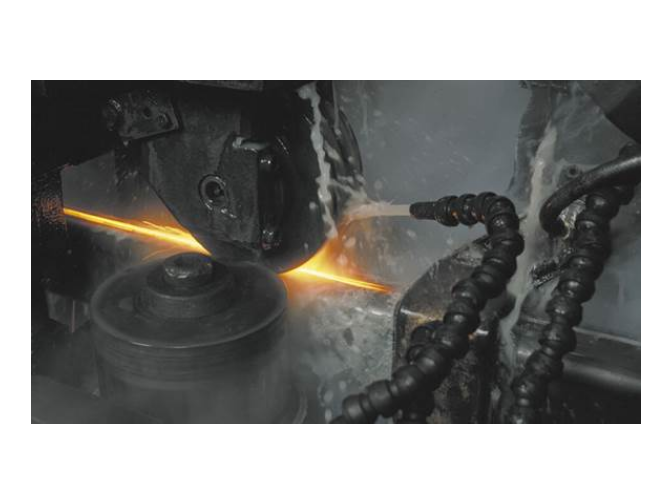
转向小齿轮感应淬火机床
感应淬火可实现花键齿面的选择性硬化,提升耐磨性而不影响心部韧性。其优势包括:1)局部加热减少热影响区,避免花键轴整体变形;2)高频淬火形成0.3-1mm的硬化层,精确匹配齿面接触应力;3)冷却均匀性高,减少齿形误差;4)工艺周期短(秒级),适合批量生产。工艺要点包括:设计齿形感应器,匹配花键模数与压力角;采用同步扫描技术,确保齿面均匀硬化...
查看详细 >>11 2025-10 -
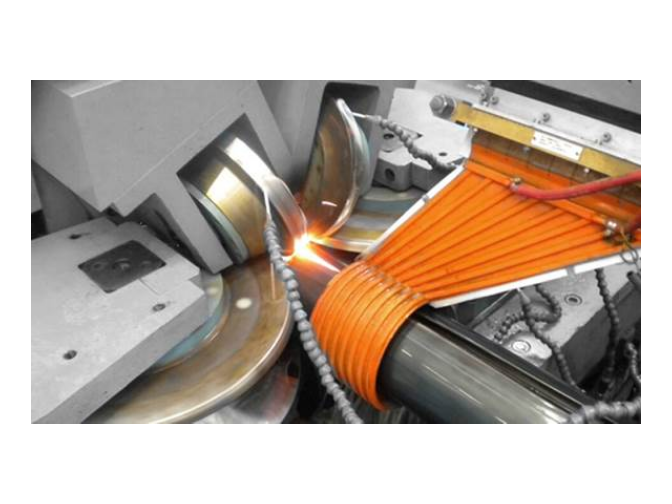
空调铜管感应钎焊生产线
感应钎焊设备通过多重技术手段保障风力发电机短路环钎焊质量:一是精确控温。设备采用高频感应加热技术,通过调整线圈频率(如10kHz-50kHz)与功率(如5kW-200kW),可精确控制短路环的加热温度与升温速率,避免因温度过高导致铁芯磁性能下降或钎料过度流淌;二是均匀加热。针对短路环的环形结构,设备配备定制化感应线圈(如螺旋式、平面式),...
查看详细 >>11 2025-10 -
机器人上下料感应淬火生产线
残余应力是感应淬火的主要缺陷之一,可能导致零件开裂或尺寸变化。减少方法包括:1)优化加热与冷却速度,避免过快或过慢导致应力集中;2)采用分级淬火或预冷工艺,降低热应力梯度;3)淬火后立即回火(150-200℃),消除部分残余应力;4)设计对称感应器,使应力分布均匀;5)使用超声波或振动时效处理,进一步释放应力。易孚迪感应设备(上海)有限公...
查看详细 >>11 2025-10 -
凸轮轴感应淬火设备
感应淬火可实现花键齿面的选择性硬化,提升耐磨性而不影响心部韧性。其优势包括:1)局部加热减少热影响区,避免花键轴整体变形;2)高频淬火形成0.3-1mm的硬化层,精确匹配齿面接触应力;3)冷却均匀性高,减少齿形误差;4)工艺周期短(秒级),适合批量生产。工艺要点包括:设计齿形感应器,匹配花键模数与压力角;采用同步扫描技术,确保齿面均匀硬化...
查看详细 >>10 2025-10 -
德国感应钎焊生产线
大型变压器引线钎焊常见缺陷包括未熔合、气孔、裂纹及钎料流失,其成因与工艺控制密切相关。未熔合多因加热温度不足或钎料未充分浸润母材所致,可通过提高感应加热功率或延长保温时间解决;气孔则源于焊接区域潮湿或保护气体纯度不足,需严格控制工件预热温度(通常150-200℃)并使用99.99%以上的高纯氩气。裂纹的产生与残余应力有关,可通过优化焊接顺...
查看详细 >>10 2025-10 -
汽缸套感应淬火生产线
残余应力是感应淬火的主要缺陷之一,可能导致零件开裂或尺寸变化。减少方法包括:1)优化加热与冷却速度,避免过快或过慢导致应力集中;2)采用分级淬火或预冷工艺,降低热应力梯度;3)淬火后立即回火(150-200℃),消除部分残余应力;4)设计对称感应器,使应力分布均匀;5)使用超声波或振动时效处理,进一步释放应力。易孚迪感应设备(上海)有限公...
查看详细 >>09 2025-10 -
家用冰箱铝管感应钎焊自动化线
低压电器触点钎焊后的质量检测需采用无损检测与性能测试相结合的方法,以确保触点的可靠性和耐久性。无损检测方面,X射线检测可清晰显示钎焊层内部的气孔、裂纹及未熔合缺陷,检测灵敏度达0.05mm;超声波检测则适用于厚触点的近表面缺陷检测,配合相控阵技术可实现三维成像。此外,渗透检测可用于发现表面微裂纹,尤其适合检测复杂结构的触点组件。性能测试方...
查看详细 >>09 2025-10 -
电枢轴感应淬火系统
汽车零部件感应淬火利用电磁感应原理,将工件置于交变磁场中,使工件内部产生感应电流(涡流),电流通过工件自身电阻产生热量,使工件表面迅速升温至淬火温度,随后快速冷却以获得高硬度的马氏体组织。感应淬火的重点在于高频或中频电源产生的交变磁场,其频率通常在1kHz至500kHz之间,频率越高,电流透入深度越浅,适用于表面硬化。淬火过程中,工件需以...
查看详细 >>09 2025-10 -
不锈钢管感应钎焊电源
控制温度需根据铜管规格和钎料类型设定合适的加热参数,一般钎焊温度需高于钎料熔点 50 - 100℃,但不能超过铜管的熔点。可通过感应设备的功率调节来控制升温速度,避免温度骤升。焊接时需实时监测温度,可采用红外测温仪对焊接部位进行监控,确保温度在设定范围内波动。此外,感应线圈的设计也很关键,合理的线圈形状能使热量分布均匀,有助于温度稳定。易...
查看详细 >>08 2025-10 -
汽车不锈钢管感应钎焊自动化线
提升冰箱铝管感应钎焊质量需从设备精度、控制技术及辅助功能三方面进行优化。设备精度方面,需采用高精度感应线圈(铜管壁厚0.5-1mm,表面镀银防氧化)和低损耗磁芯(如锰锌铁氧体),以减少能量损耗并提高加热均匀性;例如,易孚迪公司的仿形线圈可将铝管表面温差控制在±5℃以内,避免局部过热。控制技术上,需集成智能温度闭环系统,通过红外测温仪(精度...
查看详细 >>08 2025-10 -
商用冰柜铜管感应钎焊生产线
常见故障有钎料不流动,多因助焊剂失效或加热温度不足,解决办法是更换新的助焊剂并适当提高加热温度。焊接后出现泄漏,可能是接口未对齐或钎料填充不充分,需重新调整铜管接口位置,确保对齐,并增加钎料用量或延长加热时间。还有可能出现焊接部位氧化严重,这是因为加热时间过长或保护措施不到位,可缩短加热时间并在焊接时通入惰性气体保护。易孚迪感应设备(上海...
查看详细 >>08 2025-10 -
家用冰箱管路感应钎焊装置
感应钎焊在风力发电机引线和短路环钎焊中具有明显优势。加热速度快是其一大特点,它利用高频感应电流产生的集肤效应,使工件表面迅速升温至钎焊温度,缩短了加热时间。与传统钎焊方法相比,感应钎焊可以在几分钟甚至更短时间内完成加热过程,提高了生产效率,尤其适合风力发电机大规模生产的需求。加热均匀性也是感应钎焊的重要优势。通过合理设计感应线圈,能使工件...
查看详细 >>07 2025-10