-
汽车转向器零部件感应淬火设备
硬度梯度是感应淬火的关键指标,直接影响零件的耐磨性与抗冲击性。控制方法包括:1)调节频率与功率,高频短时加热形成陡峭梯度,低频长时加热形成平缓梯度;2)优化冷却速度,快速冷却(如水淬)形成高硬度表面,慢速冷却(如油淬)形成过渡层;3)采用分级淬火,先喷水冷却至马氏体转变温度,再喷油缓冷以减少残余应力;4)设计感应器结构,通过多匝线圈或分段...
查看详细 >>28 2025-09 -
滚珠丝杠感应淬火回火系统
硬度梯度是感应淬火的关键指标,直接影响零件的耐磨性与抗冲击性。控制方法包括:1)调节频率与功率,高频短时加热形成陡峭梯度,低频长时加热形成平缓梯度;2)优化冷却速度,快速冷却(如水淬)形成高硬度表面,慢速冷却(如油淬)形成过渡层;3)采用分级淬火,先喷水冷却至马氏体转变温度,再喷油缓冷以减少残余应力;4)设计感应器结构,通过多匝线圈或分段...
查看详细 >>27 2025-09 -
倾斜式淬火生产线
残余应力是感应淬火的主要缺陷之一,可能导致零件开裂或尺寸变化。减少方法包括:1)优化加热与冷却速度,避免过快或过慢导致应力集中;2)采用分级淬火或预冷工艺,降低热应力梯度;3)淬火后立即回火(150-200℃),消除部分残余应力;4)设计对称感应器,使应力分布均匀;5)使用超声波或振动时效处理,进一步释放应力。易孚迪感应设备(上海)有限公...
查看详细 >>27 2025-09 -
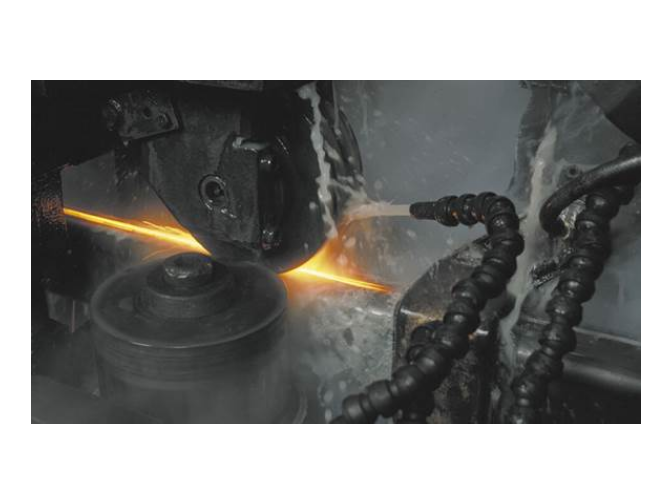
汽车扭力杆感应淬火回火机床
球头销是汽车悬挂系统中的重要部件,连接车轮与车身,负责承受和传递来自路面的各种冲击和振动。为了确保球头销在恶劣的工作环境下具有出色的耐磨性、抗冲击性和疲劳强度,感应淬火技术被广泛应用于其生产过程中。感应淬火通过快速加热球头销表面至适宜的温度,随后迅速冷却,形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增强了球头销表面的耐磨性和抗冲击...
查看详细 >>27 2025-09 -
凸轮轴感应淬火感应器
感应淬火工艺参数需根据材料、零件尺寸及性能要求设定。关键参数包括频率、功率、加热时间、冷却速度及感应器与工件间隙。频率决定电流透入深度,高频(100-500kHz)适用于薄层硬化,中频(1-10kHz)适用于深层硬化。功率需匹配工件尺寸,确保加热速度。加热时间通过扫描速度或固定位置加热时间控制,需避免过热。冷却速度需足够快以形成马氏体,但...
查看详细 >>26 2025-09 -
立式感应淬火回火系统
残余应力是感应淬火的主要缺陷之一,可能导致零件开裂或尺寸变化。减少方法包括:1)优化加热与冷却速度,避免过快或过慢导致应力集中;2)采用分级淬火或预冷工艺,降低热应力梯度;3)淬火后立即回火(150-200℃),消除部分残余应力;4)设计对称感应器,使应力分布均匀;5)使用超声波或振动时效处理,进一步释放应力。易孚迪感应设备(上海)有限公...
查看详细 >>26 2025-09 -
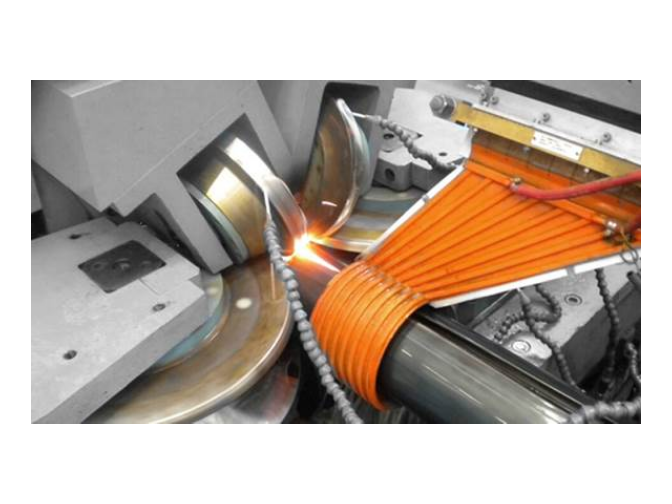
风电主轴轴承感应淬火
感应淬火设备主要由感应加热电源、感应器、淬火机床及冷却系统组成。感应加热电源将工频电转换为高频或中频电流,功率范围从几kW到数千kW,频率可调。感应器是重要部件,根据工件形状定制,采用铜管绕制,内部通水冷却。淬火机床负责工件的定位、旋转与移动,确保加热均匀。冷却系统提供喷水或浸液冷却,需控制流量与压力。易孚迪感应设备(上海)有限公司的设备...
查看详细 >>26 2025-09 -
汽车空调铝管感应钎焊电源
选择钎料时,需考虑其熔点应低于铜管材质的熔点,通常选用磷铜钎料或银铜钎料,磷铜钎料成本较低但流动性稍差,银铜钎料流动性好但成本较高,可根据实际需求选择。助焊剂要与钎料匹配,酸性助焊剂去除氧化层效果好,但焊后需彻底清理,以免腐蚀铜管;中性助焊剂腐蚀性小,适用于要求较高的场合。同时,铜管的材质也需符合要求,一般选用纯度较高的紫铜管,确保焊接性...
查看详细 >>25 2025-09 -
易孚迪感应钎焊设备
随着工业自动化的发展,空调铜管感应钎焊也朝着自动化方向迈进。自动化感应钎焊系统可以实现铜管的自动上料、装配、加热、焊接和下料等全过程,提高了生产效率和产品质量的一致性。通过采用机器人技术、传感器技术和计算机控制系统,能够精确控制焊接参数,实时监测焊接过程,及时发现和处理异常情况。此外,自动化系统还可以与生产管理系统集成,实现生产数据的实时...
查看详细 >>25 2025-09 -
家用冰柜铜管感应钎焊机床
空调铜管感应钎焊具有加热速度快的特点,能在短时间内使焊接部位达到钎焊温度,减少铜管氧化。其加热集中,只针对焊接区域,对周围管路影响小,可避免因过度加热导致的管路变形或性能下降。焊接过程易实现自动化,能保证焊接质量的一致性,适合批量生产。同时,钎焊接头强度高、密封性好,可满足空调管路高压运行的要求。易孚迪感应设备(上海)有限公司,是 ENR...
查看详细 >>24 2025-09 -
减震器活塞杆感应淬火
感应淬火设备功率计算需综合考虑工件质量、加热时间、比热容及效率。公式为:P=m×c×ΔT/(η×t),其中m为工件质量(kg),c为比热容(J/kg·℃),ΔT为升温幅度(℃),η为热效率(通常60%-80%),t为加热时间(s)。例如,加热1kg钢件从20℃至850℃,比热容取460J/kg·℃,效率70%,时间10秒,则功率P=1×4...
查看详细 >>24 2025-09 -
商用冰箱铝管感应钎焊电源
低压电器开关触点钎焊的环境要求需兼顾安全性和工艺稳定性。首先,钎焊车间需保持通风良好,尤其是火焰加热或使用含铅钎料时,需配备局部排风装置,减少有害气体(如氧化铅、氟化物)浓度,确保操作人员健康。其次,车间温度需控制在15-30℃,湿度低于60%,避免触点表面吸湿导致钎焊缺陷。此外,需保持环境清洁,减少灰尘和油污污染触点表面。对于自动化生产...
查看详细 >>24 2025-09