- 品牌
- 杰川
- 型号
- KT-9019H
- 类型
- 水基清洗剂
- 用途类型
- 精密电子仪器清洗剂,IGBT清洗剂,功率电子清洗剂
- 规格容量
- 20000
- pH值
- 7.5~8.5
- 比重
- 0.95
- 保质期
- 12
- 产地
- 广东
- 厂家
- 杰川科技
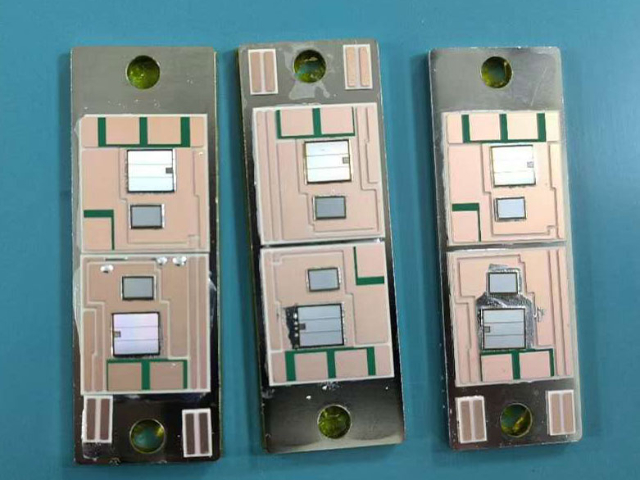
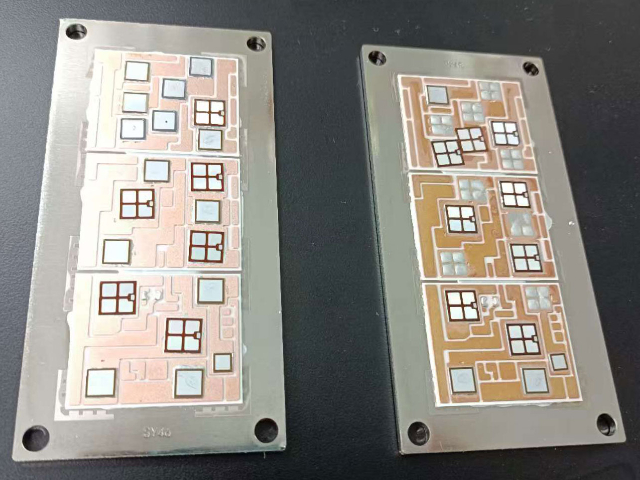
清洗功率电子模块的铜基层时,彩虹纹的出现多与氧化、清洗剂残留或清洗工艺不当相关,需针对性规避。首先,控制清洗剂的酸碱度。铜在pH值过低(酸性过强)或过高(碱性过强)的环境中易发生氧化,形成彩色氧化膜。应选用pH值6.5-8.5的中性清洗剂,减少对铜表面的化学侵蚀,同时避免使用含卤素、强氧化剂的配方,防止引发电化学腐蚀。其次,优化清洗后的干燥工艺。若水分残留,铜表面会因水膜厚度不均形成光的干涉条纹(彩虹纹)。清洗后需采用热风烘干(温度50-70℃),配合真空干燥或氮气吹扫,确保铜基层表面快速、均匀干燥,避免水分滞留。此外,清洗后应及时进行防氧化处理。可采用钝化剂(如苯并三氮唑)短时间浸泡,在铜表面形成保护膜,隔绝空气与水分,从源头阻止彩虹纹产生,同时不影响铜基层的导电性能。编辑分享推荐一些关于功率电子模块铜基层清洗的资料功率电子模块铜基层清洗后如何检测是否有彩虹纹?彩虹纹对功率电子模块的性能有哪些具体影响?能快速清洗电子设备中的助焊剂残留。安徽功率模块功率电子清洗剂工厂
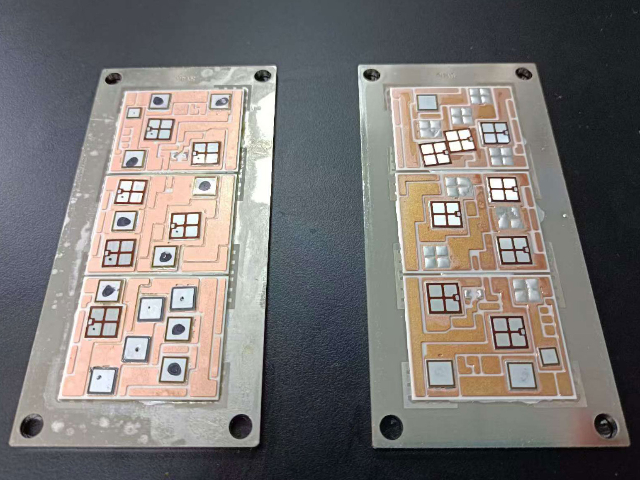
功率电子清洗剂能否去除铜基板表面的有机硅残留,取决于清洗剂的成分与有机硅的固化状态。有机硅残留多为硅氧烷聚合物,未完全固化时呈黏流态,含氟表面活性剂或特定溶剂的水基清洗剂可通过乳化、渗透作用将其剥离;若经高温固化形成交联结构,普通清洗剂难以溶解,需选用含极性溶剂(如醇醚类)的复配型清洗剂,利用相似相溶原理破坏硅氧键,配合超声波清洗的机械力增强去除效果。铜基板表面的有机硅残留若长期附着,会影响散热与焊接性能,质量功率电子清洗剂通过表面活性剂、螯合剂与助溶剂的协同作用,可有效分解有机硅聚合物,同时添加缓蚀剂保护铜基板不被腐蚀。实际应用中,需根据有机硅残留的厚度与固化程度调整清洗参数,确保在去除残留的同时,不损伤铜基板的导电与散热特性。佛山DCB功率电子清洗剂厂家批发价纳米级 Micro LED 清洗剂,精确去除微小杂质,清洁精度超越竞品。
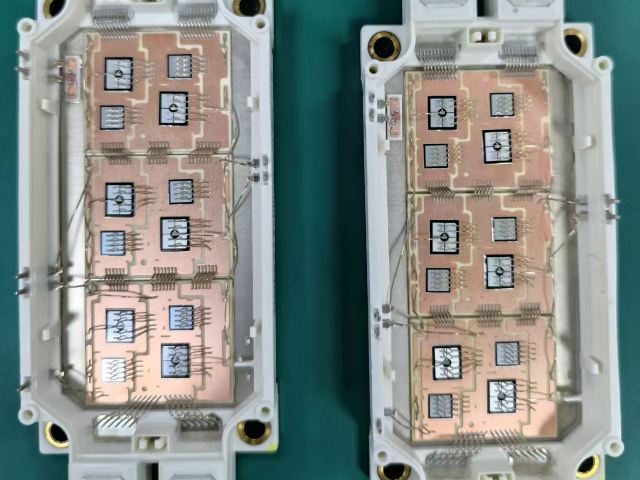
溶剂型清洗剂清洗功率模块后,若为高纯度非极性溶剂(如异构烷烃、氢氟醚),其挥发残留极少(通常 <0.1mg/cm²),且残留成分为惰性有机物,对金丝键合处电迁移的诱发风险极低;但若为劣质溶剂(含氯代烃、硫杂质),挥发后残留的离子性杂质(如 Cl⁻、SO₄²⁻)可能增加电迁移风险。金丝键合处电迁移的重要诱因是电流密度(IGBT 工作时可达 10⁴-10⁵A/cm²)与杂质离子的协同作用:惰性残留(如烷烃)不导电,不会形成离子迁移通道,且化学稳定性高(沸点> 150℃),在模块工作温度(-40~175℃)下不分解,对金丝(Au)的扩散系数无影响;而含活性杂质的残留会降低键合处界面电阻(从 10⁻⁶Ω・cm² 升至 10⁻⁵Ω・cm²),加速 Au 离子在电场下的定向迁移,导致键合线颈缩或空洞(1000 小时老化后失效概率增加 3-5 倍)。因此,选用高纯度(杂质 < 10ppm)、低残留溶剂型清洗剂(如电子级异构十二烷),挥发后对金丝键合线电迁移的风险可控制在 0.1% 以下,明显低于残留离子超标的清洗剂。
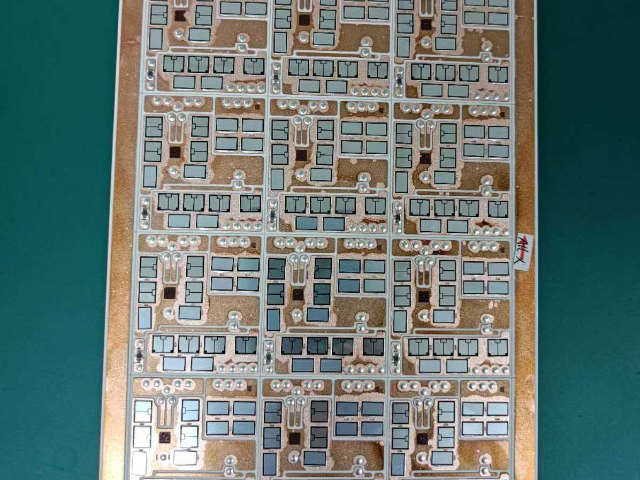
功率电子清洗剂对 IGBT 芯片的清洗效果整体良好,但能否彻底去除助焊剂残留,取决于清洗剂类型、助焊剂成分及清洗工艺,无法一概而论。IGBT 芯片助焊剂残留多为松香基(含松香酸、树脂酸)或合成树脂基,且常附着于芯片引脚、焊盘等精密部位,需兼顾清洗力与芯片安全性(避免腐蚀芯片涂层、损伤脆弱电路)。目前主流的功率电子清洗剂以半水基型(溶剂 + 水基复配) 或低腐蚀性溶剂型(醇醚类为主) 为主,半水基型通过醇醚(如二乙二醇丁醚,占比 15%-25%)溶解助焊剂树脂成分,搭配表面活性剂(如椰油酰胺丙基甜菜碱,5%-10%)乳化残留,既能渗透芯片狭小间隙,又因含水分可降低溶剂对芯片的刺激;溶剂型则以异丙醇 + 乙二醇单甲醚复配(比例 3:1),对松香类残留溶解力强,且挥发速度适中,不易残留。若助焊剂为无铅高温型(含高熔点树脂),需延长浸泡时间(5-8 分钟)并配合低压喷淋(0.2-0.3MPa),避免高压损伤芯片;清洗后需通过显微镜观察(放大 200 倍),确认引脚、焊盘无白色树脂痕迹或点状残留,必要时用异丙醇二次擦拭,通常可实现 99% 以上的助焊剂残留去除率,满足 IGBT 芯片后续封装或测试的洁净度要求。对 IGBT 模块的焊点进行无损清洗,保障焊接可靠性。
超声波清洗功率模块时间超过 10 分钟,是否导致焊点松动需结合功率密度、焊点状态及清洗参数综合判断,并非肯定,但风险会明显升高。超声波清洗通过高频振动(20-40kHz)产生空化效应去污,若功率密度过高(超过 0.1W/cm²),长时间振动会对焊点产生持续机械冲击:对于虚焊、焊锡量不足或焊膏未完全固化的焊点,10 分钟以上的振动易破坏焊锡与引脚 / 焊盘的结合界面,导致焊点开裂、引脚松动;即使是合格焊点,若清洗槽内工件摆放不当(如模块与槽壁碰撞),或清洗剂液位过低(振动能量集中),也可能因局部振动强度过大引发焊点位移。此外,若清洗温度超过 60℃,高温会降低焊锡强度(如无铅焊锡熔点约 217℃,60℃以上韧性下降),叠加长时间振动会进一步增加松动风险。正常工况下,功率模块超声波清洗建议控制在 3-8 分钟,功率密度 0.05-0.08W/cm²,温度 45-55℃,且清洗后需通过外观检查(放大镜观察焊点是否开裂)、导通测试(验证引脚接触电阻是否正常)排查隐患,若超过 10 分钟,需逐点检测焊点可靠性,避免后期模块工作时出现接触不良、发热等问题。专为新能源汽车 IGBT 模块打造,清洗后大幅提升电能转化效率。陕西什么是功率电子清洗剂技术指导
高浓缩设计,用量少效果佳,性价比高,优于同类产品。安徽功率模块功率电子清洗剂工厂
清洗功率模块的铜基层发黑可能是清洗剂酸性过强导致,但并非只有这个原因。酸性过强(pH<4)时,铜会与氢离子反应生成 Cu²⁺,进一步氧化形成黑色氧化铜(CuO)或碱式碳酸铜,尤其在清洗后未及时干燥时更易发生,此类发黑可通过酸洗后光亮剂处理恢复。但其他因素也可能导致发黑:如清洗剂含硫成分(硫脲、硫化物),会与铜反应生成黑色硫化铜(CuS),这种发黑附着力强,难以去除;若清洗后残留的氯离子(Cl⁻)超标,铜在湿度较高环境中会形成氯化铜腐蚀产物,呈灰黑色且伴随点蚀;此外,清洗剂中缓蚀剂失效(如苯并三氮唑耗尽),铜暴露在空气中氧化也会发黑。可通过检测清洗剂 pH(若 < 4 则酸性过强嫌疑大)、测残留离子(硫 / 氯超标提示其他原因)及发黑层成分分析(XPS 检测 CuO 或 CuS 特征峰)来判断具体诱因。安徽功率模块功率电子清洗剂工厂
- 江门IGBT功率电子清洗剂常见问题 2025-09-16
- 浙江IGBT功率电子清洗剂市场报价 2025-09-16
- 福建功率电子清洗剂厂家电话 2025-09-16
- 北京超声波功率电子清洗剂市场报价 2025-09-16
- 山东IGBT功率电子清洗剂配方 2025-09-15
- 安徽功率模块功率电子清洗剂工厂 2025-09-15
- 惠州什么是功率电子清洗剂技术指导 2025-09-14
- 佛山功率电子清洗剂技术 2025-09-14
- 珠海功率电子清洗剂渠道 2025-09-14
- 北京中性功率电子清洗剂产品介绍 2025-09-14
- 安徽有哪些类型功率电子清洗剂哪里买 2025-09-13
- 重庆IGBT功率电子清洗剂销售厂 2025-09-13