- 品牌
- 诺克
- 型号
- NK-2600
- 适用范围
- 汽车组装件
- 材质
- 铝镁合金
- 是否现货
- 是
- 产地
- 无锡市锡山区锡北镇泾石路2号
- 厂家
- 无锡诺克超声了科技有限公司
点焊机使用方法:焊接时应先调节电极杆的位置,使电极刚好压到焊件时,电极臂保持互相平行。电流调节开关级数的选择可按焊件厚度与材质而选定。通电后电源指示灯应亮,电极压力大小可调整弹簧压力螺母,改变其压缩程度而获得。在完成上述调整后,可先接通冷却水后再接通电源准备焊接。焊接过程的程序:焊件置于两电极之间,踩下脚踏板,并使上电极与焊件接触并加压,在继续压下脚踏板时,电源触头开关接通,于是变压器开始工作次级回路通电使焊件加热。当焊接一定时间后松开脚踏板时电极上升,借弹簧的拉力先切断电源而后恢复原状,单点焊接过程即告结束。检查电极头是否氧化严重。南昌购买点焊机
焊机必须妥善接地后方可使用,以保障人身安全。焊机使用前要用500V兆欧表测试焊机高压侧与机壳之间绝缘电阻不低于2.5兆欧方可通电。检修时要先切断电源,方可开箱检查。焊机先通水后施焊,无水严禁工作。冷却水应保证在0.15--0.2MPa进水压力下供应5--30℃的工业用水。冬季焊机工作完毕后应用压缩空气将管路中的水吹净以免冻裂水管。焊机引线不宜过细过长,焊接时的电压降不得大于初始电压的5%,初始电压不能偏离电源电压的±10%。焊机操作时应戴手套、围裙和防护眼镜,以免火星飞出烫伤。南昌购买点焊机机械结构点焊机型号,欢迎咨询无锡诺克超声科技有限公司!
如果把点焊机按照用途来分的话可由以下几种:有单侧的、双侧的;按照加压机构的传动方式分,气压式、电动机-凸轮式、脚踏式、液压式、复合式(气液压合式)(通用式)、按照焊机的活动电极(普通是上电极)的移动方向分,有垂直行程(电极作直线运动)、圆弧行程;按照电能的供给方式分,有工频焊机(采用50赫芝交流电源)、脉冲焊机(直流脉冲焊机、储能焊机等)、变频焊机(如低频焊机)。按照同时焊接的焊点数目分,有单点式、双点式、多点式;按照导电方式分,按照运转的特性分,有非自动化、自动化;按照安装的方法分,有固定式,移动式或轻便式(悬挂式);点焊有时也用于连接厚度达6MM的、或更厚的金属板,但与熔焊的对接头相比拟,点焊的承载才能低,搭接接头增加了构件的重量和本钱,且需求昂贵的特殊焊机,因此时不经济的。点焊的热源:电阻点焊的热源是电流通过焊接区产生的电阻热。
电阻焊在宇宙飞行器、半导体器件和集成电路元件等都有应用。因此,电阻焊是焊接的重要方法之一。电阻焊按工艺方法不同分为点焊、缝焊和对焊。这里只介绍点焊。点焊是焊件装配接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊多用于薄板的连接,如飞机蒙皮、航空发动机的火烟筒、汽车驾驶室外壳等。点焊机的主要部件包括机架、焊接变压器、电极与电极臂、加压机构及冷却水路等。焊接变压器是点焊电器,它的次级只有一圈回路。焊接技术水平也越来越高。

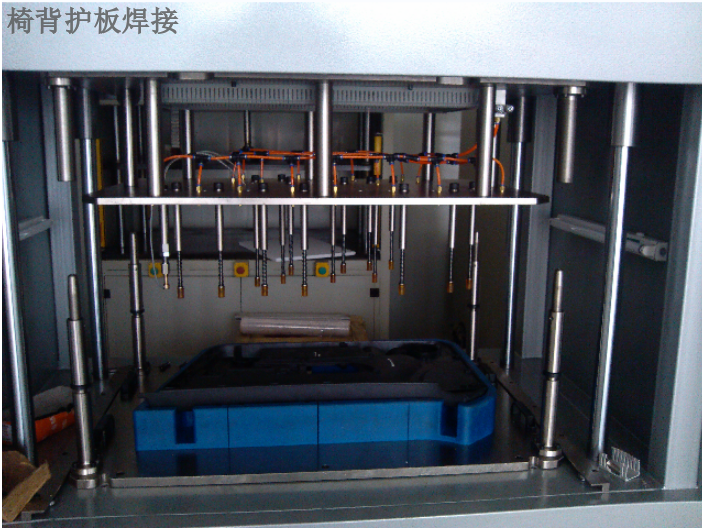
超声波点焊机,可用于热塑性材料的焊接,根据不同的焊接工艺可更换焊头,用于铆焊、点焊、嵌入、切割、boss柱成型、穿刺等。超声波点焊相比传统工艺(如胶粘、电烫合或螺丝紧固等),具有生产效率高、焊接质量好、环保又节能等优点。手持式超声波焊接机还可以用于热塑性塑料制品的焊接、铆接以及金属件与塑料件间的镶嵌和压边工艺。已经完全替代了有机熔点剂粘贴的工艺,具有能耗低、效率高、不变形、无污染、焊接牢固、操作方便等特点。无锡诺克超声科技有限公司生产超声波焊接机,热熔热铆机,塑料热板机等塑料焊接设备。专业研发定制汽车门内护板超声波和热熔铆点设备、仪表板焊接设备、通道副仪表板焊接、A/B柱翻边焊接、衣帽架塑料扣转轴吸音棉焊接、行李箱侧地毯焊接、后备箱盖板焊接、尾门卡扣焊接、轮罩吸音棉焊接、保险杠冲孔焊接、车灯超声波热板焊接、地毯总成高频焊接等汽车内饰件焊接工程,以及机器人柔性焊接、振动摩擦焊接、对线工装、真空活化机、汽车包覆包边涂胶、等离子清洗机等一系列非标自动化设备,欢迎来电咨询! 点焊机的电极压力对两个电极之间的总电阻R有明显的影响。南昌购买点焊机
点焊机公司哪家靠谱?欢迎咨询无锡诺克超声科技有限公司!南昌购买点焊机
点焊时,被焊件是在接触面的个别点上被连接起来的。焊接时,把被焊的板料搭接装配好,压在二柱状铜电极之间,当通过相当大的电流时,在板的接触处产生大量的热,将中心热区域的金属很快加热至熔化状态,形成一个透镜形的液态熔池。断开电流,金属冷却后,就形成了焊接接头。近按照同时焊接的焊点数,可分为单点、双点及多点点焊。当从焊件的两边通以电流时,叫做双边点焊,从焊件的一边通电时,叫做单边点焊。焊点的直径一般接近于电极接触表面的直径,约在3-25毫米范围内。单边点焊与普通双边点焊相比,具有许多优点:焊机安放在工件的一边,能比较容易地点焊尺寸很大的结构;焊接线路尺寸小,很好地降低所需的功率;生产率高。其缺点是需用**焊机,而且比较复杂。它能焊接的低碳钢厚度一般限于2.5-3毫米。在生产中,单边多点焊接已获得广泛应用。 南昌购买点焊机
点焊机使用方法:焊接时应先调节电极杆的位置,使电极刚好压到焊件时,电极臂保持互相平行。电流调节开关级数的选择可按焊件厚度与材质而选定。通电后电源指示灯应亮,电极压力大小可调整弹簧压力螺母,改变其压缩程度而获得。在完成上述调整后,可先接通冷却水后再接通电源准备焊接。焊接过程的程序:焊件置于两电极之间,踩下脚踏板,并使上电极与焊件接触并加压,在继续压下脚踏板时,电源触头开关接通,于是变压器开始工作次级回路通电使焊件加热。当焊接一定时间后松开脚踏板时电极上升,借弹簧的拉力先切断电源而后恢复原状,单点焊接过程即告结束。检查电极头是否氧化严重。南昌购买点焊机焊机必须妥善接地后方可使用,以保障人身安全。焊...
- 上海直销点焊机有几种 2024-02-27
- 青浦区大型点焊机 2024-02-26
- 济宁自动点焊机服务至上 2024-02-26
- 四川大规模点焊机机械结构 2024-02-22
- 品质点焊机有几种 2024-02-05
- 南昌自动点焊机联系方式 2024-02-04
- 点焊机怎么样 2024-02-03
- 松江区自动点焊机机械结构 2024-02-02
- 奉贤区直销点焊机值多少钱 2024-01-31
- 奉贤区直销点焊机值得推荐 2024-01-30

- 济宁节能点焊机值多少钱 2024-01-11
- 闵行区点焊机按需定制 2024-01-10
- 青浦区直销点焊机怎么样 2024-01-08
- 上海节能点焊机一体化 2024-01-06
- 济宁大型点焊机联系方式 2024-01-04
- 南昌品质点焊机机械结构 2024-01-03




- 福建使用汽车门板热熔焊接售后服务 03-04
- 河西区汽车门板热熔焊接保养 03-03
- 南昌购买点焊机 03-03
- 石家庄智能超声波金属焊接机 03-02
- 三明智能汽车门板热熔焊接市面价 03-02
- 邢台大型超声波金属焊接机值多少钱 03-01
- 福建供应汽车门板热熔焊接变速 03-01
- 三明品质汽车门板热熔焊接市面价 02-29
- 舟山直销超声波焊头模具工装 02-29
- 陕西自动汽车内饰件焊接 02-28