- 品牌
- 诺克
- 型号
- NK-2600
- 适用范围
- 汽车组装件
- 材质
- 铝镁合金
- 是否现货
- 是
- 产地
- 无锡市锡山区锡北镇泾石路2号
- 厂家
- 无锡诺克超声了科技有限公司
点焊机点焊时,产生的热量经过严格控制,会形成其中心焊点,绝大多数热量会在途中丢失。点焊机的焊接循环主要分为两大类和四大类,即点焊和凸焊。我们主要介绍四个基本阶段。电极开始提到电极,再次开始降低时间。时间过后,下一个焊接循环就开始了。点焊机点焊期间,预压阶段需要消除厚工件之间的间隙,使其紧密贴合。加热时,应防止火花飞溅,增加锻造压力,压实熔核,防止裂纹或缩孔。焊接过程中有许多学习需要我们深入研究。 通过不同类型企业的长期实验观察,工作时间在8小时以上的点焊机,由于操作人员需要调整被焊工件的位置或其他因素。点焊机设备厂家,欢迎咨询无锡诺克超声科技有限公司!青浦区直销点焊机怎么样

局部的导通,由于电流密度过大,则会产生飞溅和表面烧损。氧化物层的存在还会影响各个焊点加热的不均匀性,引起焊接质量波动。因此彻底清理工件表面是保证获得质量接头的必要条件。钢筋点焊机是用来点焊钢筋网片或钢筋骨架的有用设备,用以代替人工用钢丝绑扎,既节约金属材料,又能提高工效。钢筋点焊机的类型:点焊机的分类点焊机的种类很多,按电源类别可分为工频、电容储能、次级整流、直流冲击波等四种;按电极类型可分为单头、双头、三头三种;按结构形式可分为固定式、悬挂式、手提式三种;按压力传动方式可分为杠杆式、气压式和液压式三种。青浦区直销点焊机怎么样点焊机批发哪家好?欢迎咨询无锡诺克超声科技有限公司!
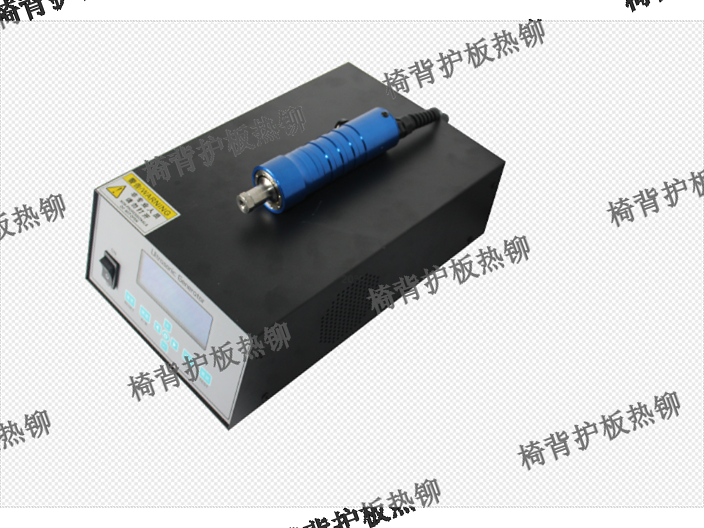
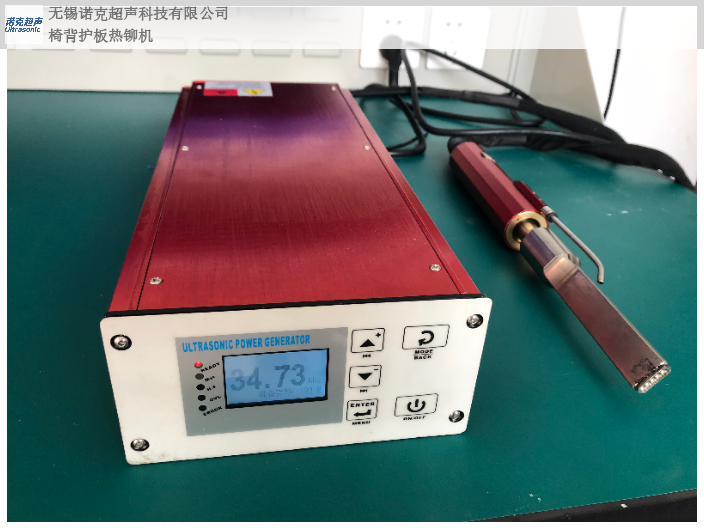
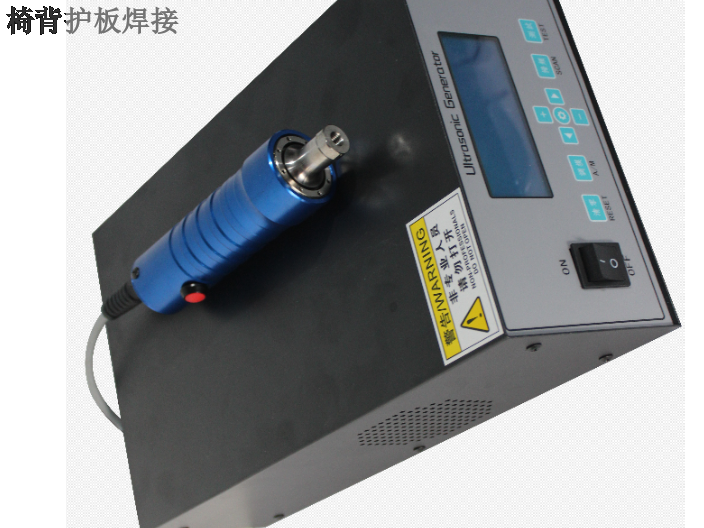
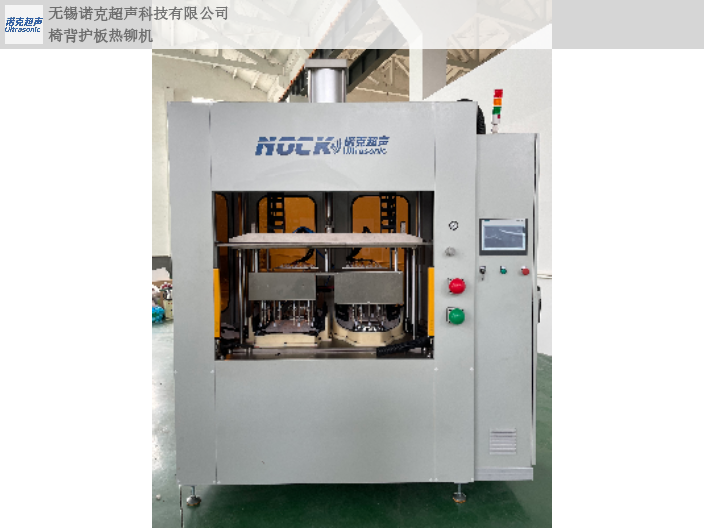
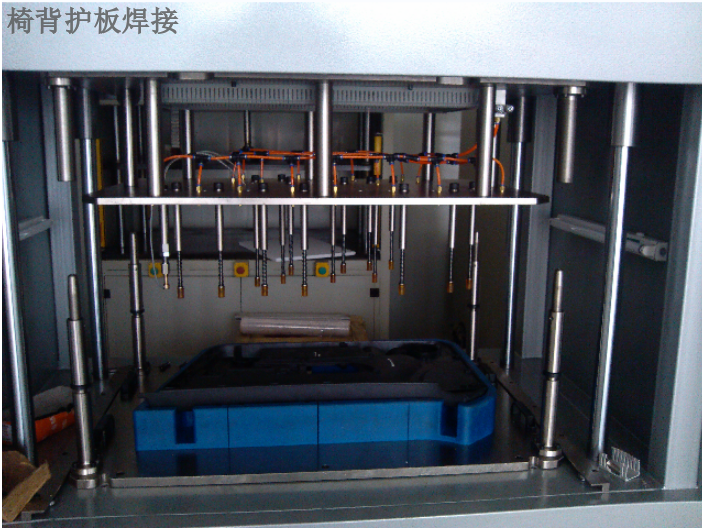
超声波点焊机,可用于热塑性材料的焊接,根据不同的焊接工艺可更换焊头,用于铆焊、点焊、嵌入、切割、boss柱成型、穿刺等。超声波点焊相比传统工艺(如胶粘、电烫合或螺丝紧固等),具有生产效率高、焊接质量好、环保又节能等优点。手持式超声波焊接机还可以用于热塑性塑料制品的焊接、铆接以及金属件与塑料件间的镶嵌和压边工艺。已经完全替代了有机熔点剂粘贴的工艺,具有能耗低、效率高、不变形、无污染、焊接牢固、操作方便等特点。无锡诺克超声科技有限公司生产超声波焊接机,热熔热铆机,塑料热板机等塑料焊接设备。专业研发定制汽车门内护板超声波和热熔铆点设备、仪表板焊接设备、通道副仪表板焊接、A/B柱翻边焊接、衣帽架塑料扣转轴吸音棉焊接、行李箱侧地毯焊接、后备箱盖板焊接、尾门卡扣焊接、轮罩吸音棉焊接、保险杠冲孔焊接、车灯超声波热板焊接、地毯总成高频焊接等汽车内饰件焊接工程,以及机器人柔性焊接、振动摩擦焊接、对线工装、真空活化机、汽车包覆包边涂胶、等离子清洗机等一系列非标自动化设备,欢迎来电咨询!
一般情况下用户通知厂方后,根据路程远近三到七天内服务到位。由于用户原因而造成的焊机损坏不在保修范围内。易损件、消耗件不在保修范围内。由于电极的接触面积决定着电流密度,电极材料的电阻率和导热性关系着热量的产生和散失,因此,电极的形状和材料对熔核的形成有明显影响。随着电极端头的变形和磨损,接触面积增大,焊点强度将降低。工件表面的氧化物、污垢、油和其他杂质增大了接触电阻。过厚的氧化物层甚至会使电流不能通过。检查焊接厚度、负载持续率是否超标,使焊机过载而发热。

点焊机焊接时间:在焊接中低碳钢时,本焊机可利用强规范焊接法(瞬时通电)或弱规范焊接法(长时通电)。在大量生产时应采用强规范焊接法,它能提高生产效率,减少电能消耗及减轻工件变形。焊接电流:焊接电流决定于焊件之大小、厚度及接触表面的情况。通常金属导电率越高,电极压力越大,焊接时间应越短。此时所需的电流密度也随之增大。电极压力:电极对焊件施加压力的目的是为了减小焊点处的接触电阻,并保证焊点形成时所需要的压力。 点焊机种类-详情咨询无锡诺克超声科技有限公司!四川自动点焊机值得推荐
通过提高频率和采用高性能磁体、优化结构等,尽可能把小功率的逆变焊机做小。青浦区直销点焊机怎么样
点焊通常分为双面点焊和单面点焊两大类。双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊机方式是常用的方式,这时工件的两侧均有电极压痕。大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。常用于装饰性面板的点焊。同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致采用多个变压器的双面多点点焊,这样可以避免c的不足。 青浦区直销点焊机怎么样
点焊机使用方法:焊接时应先调节电极杆的位置,使电极刚好压到焊件时,电极臂保持互相平行。电流调节开关级数的选择可按焊件厚度与材质而选定。通电后电源指示灯应亮,电极压力大小可调整弹簧压力螺母,改变其压缩程度而获得。在完成上述调整后,可先接通冷却水后再接通电源准备焊接。焊接过程的程序:焊件置于两电极之间,踩下脚踏板,并使上电极与焊件接触并加压,在继续压下脚踏板时,电源触头开关接通,于是变压器开始工作次级回路通电使焊件加热。当焊接一定时间后松开脚踏板时电极上升,借弹簧的拉力先切断电源而后恢复原状,单点焊接过程即告结束。检查电极头是否氧化严重。南昌购买点焊机焊机必须妥善接地后方可使用,以保障人身安全。焊...
- 上海直销点焊机有几种 2024-02-27
- 青浦区大型点焊机 2024-02-26
- 济宁自动点焊机服务至上 2024-02-26
- 四川大规模点焊机机械结构 2024-02-22
- 品质点焊机有几种 2024-02-05
- 南昌自动点焊机联系方式 2024-02-04
- 点焊机怎么样 2024-02-03
- 松江区自动点焊机机械结构 2024-02-02
- 奉贤区直销点焊机值多少钱 2024-01-31
- 奉贤区直销点焊机值得推荐 2024-01-30

- 济宁节能点焊机值多少钱 2024-01-11
- 闵行区点焊机按需定制 2024-01-10
- 青浦区直销点焊机怎么样 2024-01-08
- 上海节能点焊机一体化 2024-01-06
- 济宁大型点焊机联系方式 2024-01-04
- 南昌品质点焊机机械结构 2024-01-03




- 福建使用汽车门板热熔焊接售后服务 03-04
- 河西区汽车门板热熔焊接保养 03-03
- 南昌购买点焊机 03-03
- 石家庄智能超声波金属焊接机 03-02
- 三明智能汽车门板热熔焊接市面价 03-02
- 邢台大型超声波金属焊接机值多少钱 03-01
- 福建供应汽车门板热熔焊接变速 03-01
- 三明品质汽车门板热熔焊接市面价 02-29
- 舟山直销超声波焊头模具工装 02-29
- 陕西自动汽车内饰件焊接 02-28