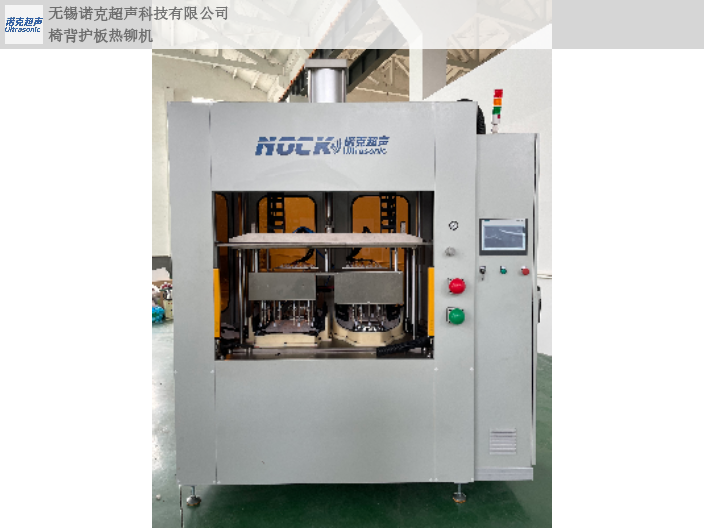
- 品牌
- 诺克
- 型号
- NK-2600
- 适用范围
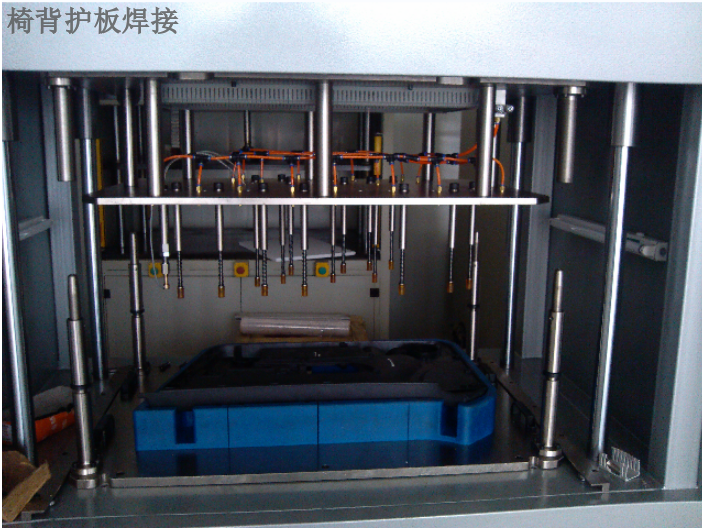
- 汽车组装件
- 材质
- 铝镁合金
- 是否现货
- 是
- 产地
- 无锡市锡山区锡北镇泾石路2号
- 厂家
- 无锡诺克超声了科技有限公司
点焊机焊接时间:在焊接中低碳钢时,本焊机可利用强规范焊接法(瞬时通电)或弱规范焊接法(长时通电)。在大量生产时应采用强规范焊接法,它能提高生产效率,减少电能消耗及减轻工件变形。焊接电流:焊接电流决定于焊件之大小、厚度及接触表面的情况。通常金属导电率越高,电极压力越大,焊接时间应越短。此时所需的电流密度也随之增大。电极压力:电极对焊件施加压力的目的是为了减小焊点处的接触电阻,并保证焊点形成时所需要的压力。 焊接时,断面较小的焊件被焊到钢板上或其它表面大的焊件上。南昌品质点焊机机械结构
焊机必须妥善接地后方可使用,以保障人身安全。焊机使用前要用500V兆欧表测试焊机高压侧与机壳之间绝缘电阻不低于2.5兆欧方可通电。检修时要先切断电源,方可开箱检查。焊机先通水后施焊,无水严禁工作。冷却水应保证在0.15--0.2MPa进水压力下供应5--30℃的工业用水。冬季焊机工作完毕后应用压缩空气将管路中的水吹净以免冻裂水管。焊机引线不宜过细过长,焊接时的电压降不得大于初始电压的5%,初始电压不能偏离电源电压的±10%。焊机操作时应戴手套、围裙和防护眼镜,以免火星飞出烫伤。南昌大型点焊机服务至上点焊机品牌怎么样,?欢迎咨询无锡诺克超声科技有限公司!
电极寿命提高5倍,重量减少到传统电阻点焊机的1/5,能实现高速jing确控制,三相负荷供电平衡,抗电网电压波动特强,电容性负载,功率因数高达0。特别节能、环保。电流可降低,电极使用寿命有效延长40%。广泛应用于合金料及不锈钢、gui金属的焊接。适用产品包括电光源类,电子引线搭接,壳体与线材对接,滑环等。适用行业:精密工业、电子业、汽机车业、医疗用品、仪器、牙科技工、眼镜架、珠宝、银楼、钟表、打版、制造生产、修补等。
缝焊机可以按下列方法分类:按焊件移动的方向:纵缝缝焊机、横缝缝焊机、能用缝焊机、凸缘缝缝焊机、管子缝焊机;按载电元件的布置:双边缝焊机(主要的缝焊机型式)、单边缝焊机;按焊件移动的方法:二滚轮绕其固定轴旋转而焊件压在二滚轮间移动的双滚盘缝焊机、下臂不动而滚轮作旋转前进运动的单滚轮缝焊机、滚轮无传动装置只绕固定轴旋转而另一臂作纵向移动的缝焊机;按焊件运动特点:在焊接时焊件连续运动的缝焊机、焊件步进式给进的缝焊机(在焊接电流脉冲接通的瞬间,焊件的运动停止;在这些脉冲之间的各段时间内,焊件运动);按加压机构的传动装置:脚踏传动式、电力传动式、气压传动式;按焊接电流接通情况:直流连续接通式、电流断续接通式、电流调幅式;按安装方法:固定式、移动式。缝焊机的应用缝焊机可用来焊接低碳钢、不锈钢、耐热钢、耐热合金及轻合金制件的坚固而又严密(气密)的焊缝。一般只用于焊接2毫米以下的薄板,再存的板则用自动电弧焊更合理些。缝焊广泛应用于汽车、拖拉机及喷气式发动机等制造工业。 无锡点焊机批发-良心推荐无锡诺克超声科技有限公司。
点焊机是一种快速的焊接方法,利用电极施加压力,适用于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压,轧制的薄板构件,也可以焊接厚度达6mm或更厚的金属部件。该机易于自动化、主机设有保护措施,有着较高的生产率,它适用于汽车驾驶室、金属制造、异性标准件、家具等低碳钢产品的焊接。在航空工业中,多用于连接飞机、喷漆发动机、导弹、汽车配件、尾门卡扣焊接、轮罩吸音棉焊接、保险杠冲孔焊接、不锈钢、铝合金、钛合金等材料制成的部件。 检查电极头和电极杆、电极杆和电极臂之间是否氧化物过多。南昌品质点焊机机械结构
点焊机焊接时间的影响电极压力的影响电极压力对两个电极之间的总电阻R有明显的影响。南昌品质点焊机机械结构
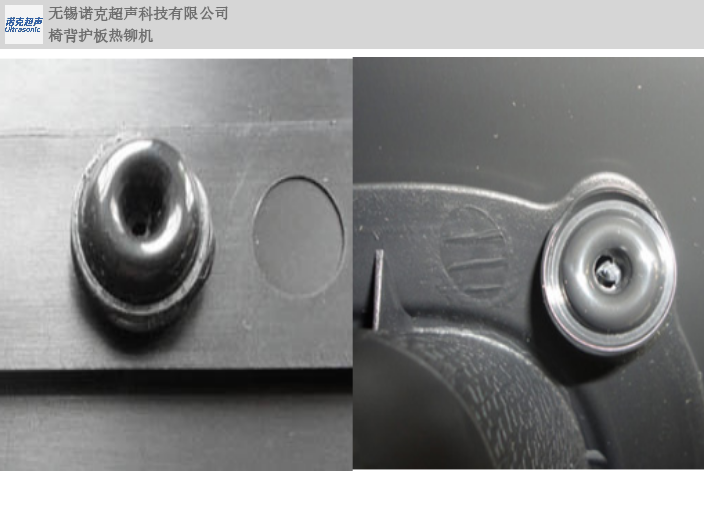
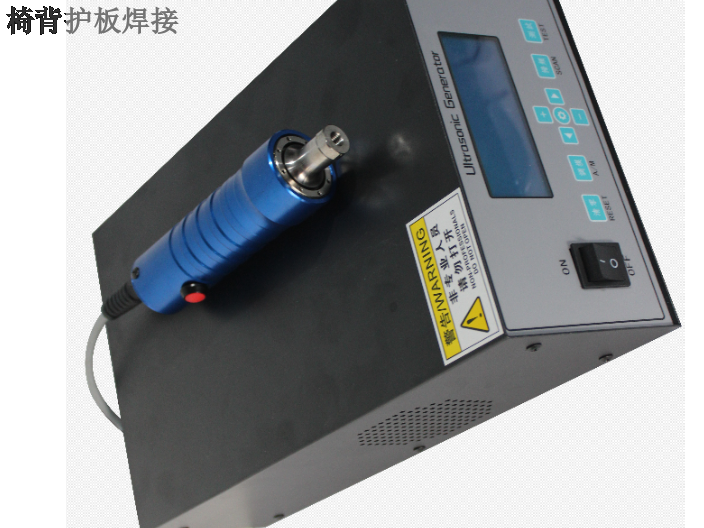
超声波点焊机优点,体积小,操作简单,快速清洁;采用模块集成电路,功率输出强劲;内置全自动保护电路,使用安全,工作稳定可靠。焊接面牢固、强度高,美观、环保。可根据待焊接产品的铆点尺寸大小及焊接要求,更换不同的超声波焊接头,既快捷又方便超声波点焊机:外形依照人体工程学设计,超声波启动开关位于手把扳机的位置,便于提握和使用,特别适用于水平方向或立面的焊接作业。直握式超声波点焊机:外形为直筒式的设计,超声波启动开关位于直筒的外侧,便于手握焊接和携带,也可之间安装于机器设备上,适用于各个方向上的焊接作业。 南昌品质点焊机机械结构
点焊机使用方法:焊接时应先调节电极杆的位置,使电极刚好压到焊件时,电极臂保持互相平行。电流调节开关级数的选择可按焊件厚度与材质而选定。通电后电源指示灯应亮,电极压力大小可调整弹簧压力螺母,改变其压缩程度而获得。在完成上述调整后,可先接通冷却水后再接通电源准备焊接。焊接过程的程序:焊件置于两电极之间,踩下脚踏板,并使上电极与焊件接触并加压,在继续压下脚踏板时,电源触头开关接通,于是变压器开始工作次级回路通电使焊件加热。当焊接一定时间后松开脚踏板时电极上升,借弹簧的拉力先切断电源而后恢复原状,单点焊接过程即告结束。检查电极头是否氧化严重。南昌购买点焊机焊机必须妥善接地后方可使用,以保障人身安全。焊...
- 上海直销点焊机有几种 2024-02-27
- 青浦区大型点焊机 2024-02-26
- 济宁自动点焊机服务至上 2024-02-26
- 四川大规模点焊机机械结构 2024-02-22
- 品质点焊机有几种 2024-02-05
- 南昌自动点焊机联系方式 2024-02-04
- 点焊机怎么样 2024-02-03
- 松江区自动点焊机机械结构 2024-02-02
- 奉贤区直销点焊机值多少钱 2024-01-31
- 奉贤区直销点焊机值得推荐 2024-01-30

- 济宁节能点焊机值多少钱 2024-01-11
- 闵行区点焊机按需定制 2024-01-10
- 青浦区直销点焊机怎么样 2024-01-08
- 上海节能点焊机一体化 2024-01-06
- 济宁大型点焊机联系方式 2024-01-04
- 南昌品质点焊机机械结构 2024-01-03




- 福建使用汽车门板热熔焊接售后服务 03-04
- 河西区汽车门板热熔焊接保养 03-03
- 南昌购买点焊机 03-03
- 石家庄智能超声波金属焊接机 03-02
- 三明智能汽车门板热熔焊接市面价 03-02
- 邢台大型超声波金属焊接机值多少钱 03-01
- 福建供应汽车门板热熔焊接变速 03-01
- 三明品质汽车门板热熔焊接市面价 02-29
- 舟山直销超声波焊头模具工装 02-29
- 陕西自动汽车内饰件焊接 02-28