对于一些对密封性要求极高的焊接件,如真空设备、航空发动机燃油系统的焊接部位,氦质谱检漏是常用的检测方法。该方法利用氦气分子小、扩散性强的特点,将氦气充入焊接件内部,然后使用氦质谱检漏仪在焊接件外部检测是否有氦气泄漏。检测时,先将焊接件密封在一个密闭容器内,向容器内充入一定压力的氦气,使氦气渗透到焊接...
焊接件检测基本参数
- 品牌
- 丽水阀检
- 公司名称
- 丽水阀检测控技术有限公司
- 行业类型
- 服务
- 安全质量检测类型
- 质量检测
- 检测类型
- 安全质量检测
焊接件检测企业商机
对于一些对密封性要求极高的焊接件,如真空设备、航空发动机燃油系统的焊接部位,氦质谱检漏是常用的检测方法。该方法利用氦气分子小、扩散性强的特点,将氦气充入焊接件内部,然后使用氦质谱检漏仪在焊接件外部检测是否有氦气泄漏。检测时,先将焊接件密封在一个密闭容器内,向容器内充入一定压力的氦气,使氦气渗透到焊接件的缺陷处。氦质谱检漏仪通过检测氦气的泄漏量,可精确判断焊接件是否存在微小泄漏以及泄漏的位置。其检测精度极高,可达10⁻⁹Pa・m³/s甚至更低。在半导体制造行业,真空设备的焊接件若存在微小泄漏,会影响设备内的真空度,进而影响半导体制造工艺。通过氦质谱检漏,能够及时发现并修复泄漏点,确保真空设备的密封性,保障半导体生产过程的稳定性和产品质量。焊接件的磁粉探伤检测,检测表面及近表面缺陷,保障焊接安全。E10018纵向拉伸试验
焊接过程中,由于热应力和拘束力的作用,焊接件可能会发生变形,影响其尺寸精度和使用性能。变形检测可采用多种方法,如激光测量、全站仪测量等。激光测量利用激光测距原理,对焊接件的关键尺寸和形状进行测量,快速准确地获取变形数据。全站仪则可在三维空间内对焊接件进行测量,适用于大型焊接结构件。在检测出焊接件变形后,需根据变形程度和类型采取相应的矫正方法。对于较小的变形,可采用机械矫正,如利用压力机对焊接件进行冷矫正。对于较大的变形或复杂形状的焊接件,可能需要采用火焰矫正,通过局部加热和冷却使焊接件产生反向变形,达到矫正目的。在钢结构建筑施工中,钢梁焊接件的变形检测与矫正十分关键,确保钢梁的尺寸精度和直线度,保障建筑结构的安装质量。E10018纵向拉伸试验电阻点焊质量抽检确保焊点牢固,保障整体焊接强度。

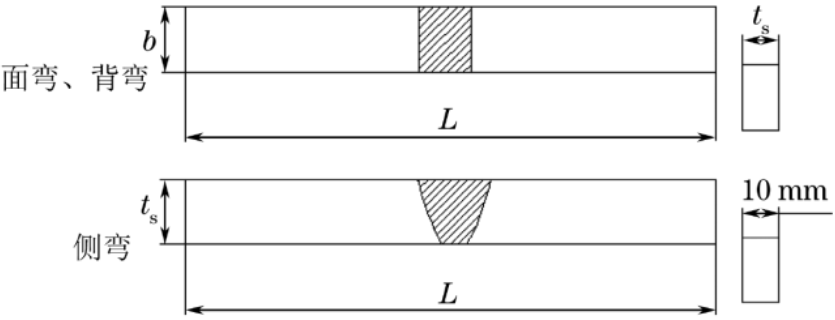
作为具备CNAS、CMA双重认证的第三方检测机构,丽水阀检拥有完备的焊接件全项目检测资质与试验能力,出具的检测报告具备法律效力及国际互认效力,适用于工业设备质检、工艺评定、市场招投标及出口合规审核。公司聚焦阀门、管道、压力容器等特种设备焊接质量检测,可开展角焊缝检测、宏观金相分析、堆焊层厚度测定、焊缝化学成分分析、焊缝硬度测试、拉伸试验、低温/常温韧性冲击试验、导向弯曲试验等全套检测项目。覆盖焊接结构外观质量、内部组织、力学性能、材质成分、堆焊防护指标等全维度检测维度,核验焊缝强度、韧性、延展性及材质合规性,有效排查焊接裂纹、未焊透、成分偏差、性能不达标等质量缺陷。全程严格遵循国标及国际行业标准,以标准化试验流程、专业技术团队、精密检测设备,为企业提供一站式焊接质量检测解决方案,助力企业验证焊接工艺、严控产品品质,保障特种设备焊接结构安全稳定运行。
针对工业焊接件检测项目多、检测难、报告不通用等行业痛点,丽水阀检科技有限公司凭借CNAS、CMA双资质优势,打造一站式焊接质量检测服务。无需多方对接机构,可完成角焊缝外观及结构检测、宏观金相组织观测、堆焊层测厚、焊缝材质成分光谱分析,以及焊缝硬度、拉伸、韧性冲击、导向弯曲等力学性能全项试验。从微观材质组织到宏观力学性能,检测焊接成品的综合品质,识别各类焊接缺陷与性能隐患。检测流程规范、数据准确、出报告高效,可完美适配焊接工艺评定、出厂质检、项目验收、外贸出口等各类场景,切实帮助企业降低检测成本、提升产品合格率与市场竞争力。焊接件的高频感应焊接质量监测,实时把控参数,稳定焊接质量。

丽水阀检科技有限公司依托CNAS、CMA双重认证资质,具备法定合规的焊接件全项目检测能力,检测数据可溯源、国际互认,可满足阀门、压力容器、管道设备等工业产品的焊接质量检验与合规验收需求,为企业焊接工艺评定、产品出厂质检、招投标及出口认证提供检测支撑。公司专注工业焊接结构质量检测与性能验证,检测项目覆盖焊接成品全维度性能与外观内部质量,可专业开展角焊缝检测、宏观金相检测、堆焊层厚度检测、焊缝成分分析、焊缝硬度试验、焊缝拉伸试验、韧性冲击试验、导向弯曲试验等全套焊接检测项目。从焊缝外观成型、内部组织结构,到力学承载性能、合金成分配比、堆焊防护厚度,实现焊接件无损、理化、力学性能的一站式全覆盖检测,排查焊接气孔、裂纹、力学不达标、成分偏差、焊缝韧性不足等各类质量隐患。凭借标准化试验流程与专业技术体系,严格对标国内外行业检测标准,判定焊接工艺合规性与产品可靠性,有效帮助企业验证焊接工艺、把控焊缝质量、优化生产工艺,彻底解决焊接件检测项目零散、数据不认可、报告不通用的行业难题,为工业设备焊接结构的安全性、稳定性与合规性筑牢品质根基。氩弧焊接头完整性检测,多维度检测,保障接头性能良好。E10018纵向拉伸试验
电阻点焊质量抽检,随机抽样检测,确保焊点强度与可靠性。E10018纵向拉伸试验
电阻缝焊常用于制造各种容器、管道等,其质量检测关系到产品的密封性和强度。外观检测时,检查焊缝表面是否光滑,有无飞溅、气孔、裂纹等缺陷,使用焊缝检测尺测量焊缝的宽度、高度等尺寸是否符合标准。在压力容器的电阻缝焊检测中,外观质量直接影响容器的耐腐蚀性能。内部质量检测采用超声探伤技术,通过超声波在焊缝内部的传播,检测是否存在未焊透、夹渣等缺陷。同时,对焊接后的容器进行水压试验或气压试验,检验焊缝的密封性和容器的强度。在试验过程中,观察容器是否有渗漏现象,测量容器在承受压力时的变形情况。通过综合检测,确保电阻缝焊质量,保障压力容器等产品的安全使用。E10018纵向拉伸试验
与焊接件检测相关的文章
E10018纵向拉伸试验
- 连云港焊接件硫化氢腐蚀试验焊接件检测 2026-07-10
- 南通焊接件检测检验检测公司 2026-07-04
- 虹口区焊接件检测检测公司 2026-07-04
- 焊接件力学性能试验焊接件检测CNAS认可实验室 2026-07-03
- 焊接件硫化氢腐蚀试验焊接件检测 2026-07-02
- 普陀区焊接件检测CMA资质实验室 2026-07-02
- 湖州焊接件硬度检测焊接件检测 2026-07-01
- 杨浦区焊接件检测CNAS CMA资质实验室 2026-07-01
- 嘉兴焊接件检测CMA资质公司 2026-06-30
- 焊接件硬度检测焊接件检测第三方检测实验室 2026-06-30
- 徐州焊接件检测CNAS资质实验室 2026-06-28
- 无锡焊接件检测CMA报告实验室 2026-06-28
与焊接件检测相关的产品


与焊接件检测相关的新闻
-
黄浦区焊接件拉伸冲击试验焊接件检测 2026-06-07 05:04:33在一些特殊环境下使用的焊接件,如化工设备、海洋工程结构件等,需要具备良好的耐腐蚀性能。耐腐蚀性能检测通常采用浸泡试验、盐雾试验等方法。浸泡试验是将焊接件浸泡在特定的腐蚀介质中,如酸、碱、盐溶液等,在一定的温度和时间条件下,观察焊接件表面的腐蚀情况,测量腐蚀速率。盐雾试验则是将焊接件置于盐雾试验箱内,...
-
盐城焊接件无损检测焊接件检测 2026-06-06 00:15:57螺柱焊接常用于建筑、机械制造等领域,其质量检测包括多个方面。外观上,检查螺柱焊接后是否垂直于焊件表面,焊缝是否均匀饱满,有无咬边、气孔等缺陷。在建筑钢结构的螺柱焊接质量检测中,使用直角尺测量螺柱与焊件的垂直度。对于内部质量,采用磁粉探伤检测,适用于铁磁性螺柱与焊件的连接,通过在焊接部位施加磁粉,利用...
-
金华焊缝金相检测焊接件检测CMA资质实验室 2026-06-03 07:04:43在微电子、微机电系统等领域,微连接焊接技术广泛应用,其焊接质量检测有独特方法。外观检测时,借助高倍显微镜或电子显微镜,观察焊点的形状、尺寸是否符合设计要求,焊点表面是否光滑,有无桥连、虚焊等缺陷。对于内部质量,采用X射线微焦点探伤技术,该技术能对微小焊接区域进行高分辨率成像,检测焊点内部是否存在气孔...
-
金华焊材匹配性检测焊接件检测CNAS资质实验室 2026-05-30 04:04:48焊接件的尺寸精度直接影响到其在装配过程中的准确性以及与其他部件的配合效果。在制造业中,如汽车零部件的焊接件,尺寸精度要求极高。检测人员会依据焊接件的设计图纸,使用各种精密量具进行尺寸测量。对于直线尺寸,常用卡尺、千分尺等进行测量,确保尺寸偏差在规定的公差范围内。对于一些复杂形状的焊接件,如发动机缸体...
与焊接件检测相关的问题
与焊接件检测相关的标签
新闻资讯
产品推荐
-

宁波阀门检测阀门检测机构
2026-07-11 -

抗硫材质试验金属材料试验CNAS认可实验室
2026-07-11 -

华北金属材料试验检验检测机构
2026-07-10 -
连云港焊接件硫化氢腐蚀试验焊接件检测
2026-07-10 -

阀门专项试验阀门检测CMA报告实验室
2026-07-09 -

HIC 氢致开裂试验金属材料试验CMA资质实验室
2026-07-09 -

EN12266阀门压力试验阀门检测CMA报告实验室
2026-07-08 -
石家庄金属材料试验CMA报告实验室
2026-07-08 -

衢州金属材料试验CMA报告实验室
2026-07-07